
Introduction: Navigating the Global Market for netsuite for manufacturers
In today’s rapidly evolving manufacturing landscape, sourcing effective Enterprise Resource Planning (ERP) solutions like NetSuite for manufacturers is critical for overcoming challenges such as supply chain disruptions and fluctuating market demands. As global competition intensifies, manufacturers must streamline operations, enhance productivity, and adapt to dynamic customer expectations. This guide provides an in-depth exploration of NetSuite’s capabilities, tailored specifically for manufacturers seeking to optimize their processes and drive growth.
Throughout this comprehensive guide, we will delve into various aspects of NetSuite for manufacturers, including its core functionalities, applications across different manufacturing sectors, and strategies for supplier vetting. Additionally, we will analyze cost considerations and implementation timelines, ensuring that international B2B buyers—particularly from regions such as Africa, South America, the Middle East, and Europe (including Brazil and Germany)—are equipped to make informed decisions.
By leveraging the insights offered here, manufacturers can navigate the complexities of selecting the right ERP system, ensuring they remain agile and competitive in the global market. Whether you are a small-scale producer or a large manufacturing entity, this guide will empower you to harness the full potential of NetSuite, transforming your operations and positioning your business for long-term success.
Top 10 Netsuite For Manufacturers Manufacturers & Suppliers List
1. NetSuite – Manufacturing Cloud ERP
Domain: netsuite.com
Registered: 1995 (30 years)
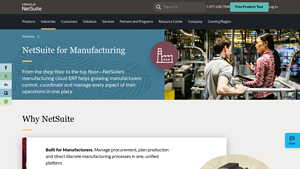
Introduction: NetSuite’s manufacturing cloud ERP helps growing manufacturers control, coordinate, and manage every aspect of their operations in one place. Key features include: Order Management, Planning and Scheduling, Supply Chain Management, Procurement, Shop Floor Control, Quality Management, and CRM and Marketing. The platform offers flexibility to adapt to unique business processes, and supports global o…
2. GetGSI – NetSuite for Manufacturing

Domain: getgsi.com
Registered: 2012 (13 years)
Introduction: NetSuite for Manufacturing is a comprehensive cloud ERP solution designed to enhance operational efficiency and effectiveness for manufacturing companies. It integrates manufacturing processes with financials, inventory management, and order management in real-time. Key features include:
– **Operational Efficiency**: Centralized platform for streamlined operations, automation of essential tasks, …
3. NetSuite – Business Management Software Suite
Domain: reddit.com
Registered: 2005 (20 years)
Introduction: NetSuite is a business management software suite that offers enterprise resource planning (ERP) and customer relationship management (CRM) functions. Users have expressed concerns about the manufacturing module, noting a lack of basic features and limited material requirements planning (MRP) capabilities. Some users have reported that the advanced manufacturing features acquired by NetSuite have n…
4. RevGurus – NetSuite for Manufacturing

Domain: revgurus.com
Registered: 2015 (10 years)
Introduction: NetSuite for Manufacturing is a complete ERP package designed to automate and streamline the entire Product Lifecycle Management of manufacturing businesses. Key features include: 1. Engineering: Manages engineering changes related to BOM, integrates with CAD software, tracks inventory and cost control, and supports various costing methods (average, actual, standard, LIFO, FIFO). 2. Sales and Mark…
5. NetSuite – Manufacturing ERP
Domain: netsuiteexpert.in
Registered: 2016 (9 years)
Introduction: Oracle NetSuite for Manufacturing is a comprehensive cloud ERP solution designed to streamline manufacturing operations. Key features include integrated manufacturing management, advanced demand planning and forecasting, supply chain and procurement optimization, real-time supply chain visibility, multi-vendor management, predictive analytics, integrated financial management, advanced workforce ma…
6. Proteloinc – NetSuite for Manufacturing

Domain: proteloinc.com
Registered: 2007 (18 years)
Introduction: NetSuite for Manufacturing is a complete SaaS solution designed to run entire manufacturing businesses. It offers integrated cloud-based ERP capabilities that streamline operations across financials, inventory, supply chain, and customer data. Key features include:
– Work Order Management: Create and manage bills of materials for work orders, develop standard and customized work orders, and autom…
7. OpenTeq Group – Oracle NetSuite
Domain: netsuite.openteqgroup.com
Registered: 2019 (6 years)
Introduction: Oracle NetSuite is a cloud-based ERP software tailored for manufacturing companies, offering features such as seamless integration of financials, inventory management, procurement, production planning, and order management. It provides real-time visibility into operations, agile production planning, enhanced quality control, supply chain optimization, and customizable solutions for various manufac…
8. NetSuite – SuiteSuccess for Manufacturing

Domain: netsuite.com.au
Introduction: NetSuite SuiteSuccess for Manufacturing offers a comprehensive ERP solution tailored for manufacturing organizations. Key features include: Continuous Customer Lifecycle Engagement, Leading Practices in Manufacturing, Intelligent Phased Implementation, and Business Intelligence with hundreds of pre-built reports and dashboards. The platform provides a unified view of customers, orders, items, and …
Understanding netsuite for manufacturers Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Discrete Manufacturing ERP | Focuses on individual units; supports complex assembly processes | Automotive, electronics, machinery | Pros: Tailored for complex assembly, real-time tracking. Cons: Can be costly; requires training. |
| Process Manufacturing ERP | Manages continuous production processes; emphasizes recipe management | Food and beverage, chemicals, pharmaceuticals | Pros: Optimizes batch production, ensures compliance. Cons: Limited flexibility for custom orders. |
| Mixed-Mode Manufacturing ERP | Combines discrete and process manufacturing capabilities | Aerospace, custom fabrication | Pros: Versatile for various production types; adaptable. Cons: Complexity in setup and management. |
| Job Shop ERP | Tailored for custom orders with variable production schedules | Custom manufacturing, specialized services | Pros: Highly customizable; effective for low-volume production. Cons: May lack scalability for larger operations. |
| Global Manufacturing ERP | Supports multi-currency, multi-language operations | International manufacturing and distribution | Pros: Facilitates global operations; real-time data access. Cons: Implementation can be resource-intensive. |
What Are the Characteristics of Discrete Manufacturing ERP Systems?
Discrete Manufacturing ERP systems are designed for industries where products are produced in distinct units, such as automotive and electronics. These systems excel in managing complex assembly processes, allowing manufacturers to track individual components and their assembly status in real time. B2B buyers should consider the potential for high initial costs and the need for staff training, but the investment can lead to significant improvements in efficiency and product quality.
How Do Process Manufacturing ERP Systems Function?
Process Manufacturing ERP systems cater to industries that rely on continuous production and bulk processing, such as food and beverage or pharmaceuticals. They focus on recipe management, batch tracking, and compliance with industry standards. B2B buyers in these sectors should evaluate the system’s ability to optimize batch production and ensure regulatory compliance while being aware that flexibility may be limited when it comes to custom orders.
What Makes Mixed-Mode Manufacturing ERP Systems Unique?
Mixed-Mode Manufacturing ERP systems are designed to accommodate both discrete and process manufacturing processes. This versatility makes them suitable for industries like aerospace and custom fabrication, where production methods may vary significantly. While these systems offer adaptability, B2B buyers should be prepared for complexity during setup and ongoing management, which may require additional resources and expertise.
Why Choose Job Shop ERP for Custom Manufacturing?
Job Shop ERP systems are ideal for manufacturers that focus on custom orders with variable production schedules. They are particularly beneficial for custom manufacturing and specialized services. These systems allow for high levels of customization and effective management of low-volume production. However, B2B buyers should consider that while they provide tailored solutions, scalability may be a concern for larger operations.
How Does Global Manufacturing ERP Support International Operations?
Global Manufacturing ERP systems are built to support manufacturers with international operations, featuring multi-currency and multi-language capabilities. These systems enable real-time data access across different geographical locations, facilitating better decision-making and efficiency. B2B buyers looking to expand their operations globally should weigh the benefits of streamlined global processes against the potential resource-intensive implementation required to fully leverage these capabilities.
Key Industrial Applications of netsuite for manufacturers
| Industry/Sector | Specific Application of NetSuite for Manufacturers | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Automotive Manufacturing | Real-time Supply Chain Management | Enhanced visibility into inventory, reducing delays and costs | Multi-currency and multi-language support for global operations |
| Food & Beverage | Quality Control and Compliance Tracking | Improved product quality and regulatory compliance | Need for robust traceability features and regulatory adherence |
| Electronics | Order Management and Fulfillment Automation | Streamlined processes leading to faster delivery times | Integration capabilities with existing systems for seamless operation |
| Textile & Apparel | Production Planning and Scheduling | Optimized resource allocation, reducing waste and costs | Flexibility to adapt to seasonal demand fluctuations |
| Chemicals | Procurement Management and Supplier Collaboration | Improved supplier relationships and cost savings | Need for real-time data and analytics for informed decision-making |
How Can NetSuite Enhance Automotive Manufacturing Operations?
In the automotive sector, NetSuite’s real-time supply chain management capabilities are critical for maintaining operational efficiency. Manufacturers can leverage the platform to gain visibility into inventory levels, streamline procurement processes, and minimize delays. This is particularly valuable for international B2B buyers in regions like Europe and the Middle East, where complex supply chains are common. Buyers should consider NetSuite’s multi-currency and multi-language features to support their global operations effectively.
What Role Does NetSuite Play in Food & Beverage Quality Control?
For food and beverage manufacturers, quality control is paramount. NetSuite provides tools for tracking compliance and quality assurance processes, ensuring that products meet regulatory standards. This capability is essential for businesses looking to improve product quality while minimizing waste. International buyers, especially from regions with stringent food safety regulations, should prioritize sourcing solutions that offer robust traceability and compliance tracking features.
How Can Electronics Manufacturers Benefit from Order Management Automation?
Electronics manufacturers face unique challenges in managing order fulfillment due to rapid product cycles and high consumer expectations. NetSuite’s order management and fulfillment automation capabilities streamline the entire process, from order entry to delivery. This not only enhances customer satisfaction but also reduces operational costs. Buyers in South America and Africa should focus on integration capabilities with existing ERP systems to ensure seamless transitions and improved efficiency.
Why Is Production Planning Essential for Textile & Apparel Manufacturers?
In the textile and apparel industry, production planning and scheduling are critical for optimizing resource allocation and minimizing waste. NetSuite’s advanced scheduling tools allow manufacturers to adapt quickly to seasonal demand fluctuations, ensuring that production aligns with market needs. Buyers should look for solutions that offer flexibility and intuitive interfaces to facilitate quick adjustments in production plans, especially in dynamic markets across Europe and South America.
How Does Procurement Management Improve Efficiency in Chemical Manufacturing?
Chemical manufacturers can significantly benefit from NetSuite’s procurement management features, which enhance supplier collaboration and streamline purchasing processes. By providing real-time data and analytics, manufacturers can make informed decisions that lead to cost savings and improved supplier relationships. For international buyers, particularly in Africa and the Middle East, it’s crucial to prioritize platforms that support diverse procurement needs and ensure compliance with local regulations.

A stock image related to netsuite for manufacturers.
3 Common User Pain Points for ‘netsuite for manufacturers’ & Their Solutions
Scenario 1: Difficulty in Managing Global Supply Chains
The Problem: For manufacturers operating across diverse geographies, managing a global supply chain often presents significant hurdles. Companies frequently face challenges such as inconsistent inventory levels, delayed shipments, and fluctuating supplier reliability. These issues can result in lost sales, increased operational costs, and customer dissatisfaction. The complexity of coordinating logistics, tracking materials, and maintaining compliance across different regions can overwhelm even the most seasoned procurement teams.
The Solution: Leveraging NetSuite’s global ERP capabilities can significantly enhance supply chain management for manufacturers. To effectively utilize this feature, companies should first ensure that all locations are integrated into the NetSuite system, enabling real-time visibility of inventory levels and supplier performance across all sites. By utilizing the platform’s advanced analytics, manufacturers can identify trends in supplier reliability and shipping delays, allowing them to proactively address potential disruptions. Additionally, setting up automated alerts for inventory thresholds can help maintain optimal stock levels, ensuring that production is never halted due to material shortages. Training procurement teams on how to use these tools effectively can further streamline operations and enhance decision-making.
Scenario 2: Inefficiencies in Production Scheduling
The Problem: Manufacturers often grapple with inefficiencies in production scheduling, leading to bottlenecks and underutilization of resources. Traditional scheduling methods may not account for real-time changes in demand or machine availability, resulting in delays and increased costs. This lack of flexibility can frustrate teams who are trying to meet customer demands while maintaining operational efficiency.
The Solution: Implementing NetSuite’s real-time scheduling engine can transform how manufacturers approach production planning. To harness this capability, businesses should start by mapping out their existing production workflows in the NetSuite system. This will enable them to visualize and simulate various scheduling scenarios, facilitating better decision-making. By utilizing the Gantt chart and drag-and-drop tools within the platform, teams can easily adjust schedules in response to sudden changes in demand or machine downtime. Furthermore, integrating production data from the shop floor into NetSuite can provide insights into operational performance, enabling manufacturers to fine-tune their processes continually. Regularly reviewing scheduling outcomes against KPIs can help identify areas for improvement and optimize future planning.
Scenario 3: Challenges in Quality Management and Compliance
The Problem: Maintaining product quality while adhering to industry regulations is a critical concern for manufacturers. Issues such as inconsistent quality checks, non-compliance with safety standards, and lack of traceability can lead to costly recalls, reputational damage, and legal ramifications. Many manufacturers struggle to implement effective quality management systems that integrate seamlessly with their production processes.
The Solution: To address these challenges, manufacturers should utilize NetSuite’s comprehensive quality management features. Companies can start by defining clear inspection plans and pass/fail criteria within the NetSuite system. By automating the collection of quality data throughout the production process, manufacturers can ensure compliance and traceability. Utilizing real-time dashboards will allow teams to monitor quality metrics continuously and identify non-conformance issues as they arise. Additionally, setting up automated workflows for quality checks can streamline the process, reducing the risk of human error. Regular training sessions for staff on quality management practices and the use of NetSuite tools will further enhance compliance and product quality, ensuring that manufacturers meet both customer expectations and regulatory requirements.
Strategic Material Selection Guide for netsuite for manufacturers
What Are the Key Properties of Common Manufacturing Materials for NetSuite Users?
In the realm of manufacturing, selecting the right materials is crucial for ensuring product performance, longevity, and compliance with international standards. Below, we analyze four common materials used in manufacturing—steel, aluminum, plastics, and composites—highlighting their properties, advantages, disadvantages, and considerations for international B2B buyers.
How Does Steel Perform in Manufacturing Applications?
Key Properties: Steel is known for its high tensile strength, durability, and resistance to deformation under high pressure and temperature. It typically has a temperature rating up to 600°C and can withstand significant mechanical stress.
Pros & Cons: The primary advantage of steel is its strength, making it suitable for heavy-duty applications. However, it is prone to corrosion unless treated, which can increase maintenance costs. Manufacturing complexity can also be high due to the need for specialized processes like welding and machining.
Impact on Application: Steel is ideal for structural components, machinery, and tools. Its compatibility with various media, including oils and chemicals, makes it versatile but requires careful selection of grades to avoid corrosion in specific environments.
Considerations for International Buyers: Compliance with standards such as ASTM (American Society for Testing and Materials) and DIN (Deutsches Institut für Normung) is vital. Buyers from regions like Europe and South America may also consider local regulations regarding environmental impact and recycling.
What Advantages Does Aluminum Offer for Manufacturers?
Key Properties: Aluminum is lightweight, corrosion-resistant, and has excellent thermal and electrical conductivity. It can withstand temperatures up to 400°C and is often used in environments where weight savings are critical.
Pros & Cons: The key advantage of aluminum is its low density, which allows for lighter products without sacrificing strength. However, it can be more expensive than steel and may require additional surface treatments to enhance corrosion resistance.
Impact on Application: Aluminum is commonly used in aerospace, automotive, and packaging industries. Its compatibility with various media, including water and air, makes it suitable for diverse applications, though it is less effective in high-stress environments compared to steel.
Considerations for International Buyers: Buyers should be aware of the various aluminum grades and their compliance with international standards like JIS (Japanese Industrial Standards). Additionally, understanding local market preferences for aluminum alloys is crucial for successful procurement.
Why Are Plastics a Popular Choice in Manufacturing?
Key Properties: Plastics are versatile materials with varying properties, including temperature resistance (up to 120°C for some types) and excellent chemical resistance. They are lightweight and can be molded into complex shapes.
Pros & Cons: The primary advantage of plastics is their versatility and ease of manufacturing, which allows for rapid prototyping and production. However, they can be less durable than metals and may degrade under UV exposure or high temperatures.
Impact on Application: Plastics are widely used in consumer goods, automotive parts, and electronic housings. Their compatibility with various chemicals makes them suitable for packaging and containment applications.
Considerations for International Buyers: Compliance with environmental regulations, such as REACH (Registration, Evaluation, Authorisation, and Restriction of Chemicals) in Europe, is essential. Buyers should also consider the sustainability of plastic materials and their recyclability.
What Role Do Composites Play in Advanced Manufacturing?
Key Properties: Composites, often made from a combination of materials like carbon fiber and resin, offer high strength-to-weight ratios and excellent fatigue resistance. They can withstand temperatures up to 300°C, depending on the matrix used.
Pros & Cons: The key advantage of composites is their ability to combine the best properties of different materials, resulting in lightweight yet strong components. However, they can be more expensive to produce and require specialized manufacturing techniques.
Impact on Application: Composites are particularly popular in aerospace, automotive, and sporting goods due to their lightweight nature and high performance. Their chemical resistance makes them suitable for harsh environments.
Considerations for International Buyers: Buyers should be aware of the different composite standards and certifications required in their regions. Understanding the specific applications and performance characteristics of composites is crucial for making informed purchasing decisions.
Summary Table of Material Selection for NetSuite Manufacturers
| Material | Typical Use Case for NetSuite for Manufacturers | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Steel | Structural components, machinery | High strength and durability | Prone to corrosion, complex manufacturing | Medium |
| Aluminum | Aerospace, automotive parts | Lightweight and corrosion-resistant | Higher cost, requires surface treatments | High |
| Plastics | Consumer goods, electronic housings | Versatile and easy to manufacture | Less durable, UV degradation potential | Low |
| Composites | Aerospace, automotive, sporting goods | High strength-to-weight ratio | Expensive, requires specialized techniques | High |
This comprehensive analysis of materials provides valuable insights for international B2B buyers, helping them make informed decisions in their manufacturing processes while utilizing NetSuite effectively.
A stock image related to netsuite for manufacturers.
In-depth Look: Manufacturing Processes and Quality Assurance for netsuite for manufacturers
What Are the Main Stages of Manufacturing Processes in NetSuite for Manufacturers?
In the realm of manufacturing, efficiency and precision are paramount. NetSuite for manufacturers provides a comprehensive platform that streamlines various manufacturing processes, ensuring that businesses can adapt to changing demands and maintain high standards of quality. The typical manufacturing process consists of several main stages: material preparation, forming, assembly, and finishing. Each stage is crucial in transforming raw materials into finished products while adhering to quality assurance protocols.
How Does Material Preparation Fit into the Manufacturing Process?
The first stage, material preparation, involves sourcing and organizing the necessary raw materials. This step is critical as it sets the foundation for the entire production process. Manufacturers utilize NetSuite’s procurement capabilities to manage supplier relationships and ensure that materials are available on time and at the best prices. Effective inventory management is essential to avoid delays and maintain production schedules. Automated tools help track stock levels in real-time, allowing for proactive adjustments.
What Techniques Are Used in the Forming Stage of Manufacturing?
Following material preparation, the forming stage shapes raw materials into desired forms. This can involve techniques such as casting, molding, machining, and welding, depending on the product being manufactured. NetSuite supports manufacturers by providing real-time scheduling and production planning tools that optimize the use of machinery and labor. This ensures that production lines operate smoothly, reducing downtime and increasing output.
How Is Assembly Conducted in the Manufacturing Process?
Once materials are formed, the assembly stage brings together various components to create the final product. This stage often requires precise coordination to ensure that all parts fit together correctly and function as intended. NetSuite’s shop floor control features allow manufacturers to monitor progress in real-time, facilitating immediate adjustments if discrepancies arise. The interactive tablet application enables workers to record operations directly from the shop floor, enhancing accuracy and accountability.
What Are the Finishing Techniques and Their Importance?
The finishing stage involves adding final touches to the product, which may include painting, coating, or packaging. This stage is crucial for both aesthetic appeal and protection against environmental factors. NetSuite’s quality management features help manufacturers define inspection plans and pass/fail criteria, ensuring that products meet industry standards before they reach the market. By monitoring quality at this stage, manufacturers can reduce the risk of returns and enhance customer satisfaction.
What Quality Control Measures Are Essential in Manufacturing?
Quality control (QC) is vital for maintaining product standards and ensuring compliance with international regulations. For B2B buyers, understanding the QC measures in place is essential for verifying the reliability of suppliers. NetSuite facilitates comprehensive quality management by integrating QC checkpoints throughout the manufacturing process.
Which International Standards Are Relevant for Quality Assurance?
Manufacturers often adhere to international standards such as ISO 9001, which outlines requirements for a quality management system. Compliance with these standards demonstrates a commitment to quality and continuous improvement. Industry-specific standards, like CE marking for products sold in Europe and API standards for the oil and gas sector, further emphasize the importance of quality assurance.
What Are the Key QC Checkpoints in the Manufacturing Process?
Quality control checkpoints typically include Incoming Quality Control (IQC), In-Process Quality Control (IPQC), and Final Quality Control (FQC).
- IQC ensures that raw materials meet specified standards before production begins.
- IPQC monitors quality during the manufacturing process, identifying any defects or deviations early on.
- FQC assesses the final product before it is shipped to customers, ensuring it meets all quality standards.
By implementing these checkpoints, manufacturers can systematically reduce defects and improve overall product quality.
How Can B2B Buyers Verify Supplier Quality Control?
For international B2B buyers, particularly those in regions like Africa, South America, the Middle East, and Europe, verifying supplier quality control is essential. There are several methods for ensuring that suppliers maintain high-quality standards:
-
Audits: Regular audits of supplier facilities can provide insight into their manufacturing processes and adherence to quality standards. These audits can be conducted internally or by third-party inspectors to ensure impartiality.
-
Quality Reports: Suppliers should provide documentation detailing their quality control processes and results. This may include inspection reports, test results, and records of any non-conformance issues and how they were addressed.
-
Third-Party Inspections: Engaging third-party inspection services can offer an unbiased assessment of a supplier’s quality control practices. These services can perform inspections at various stages of the manufacturing process, providing additional assurance to buyers.
What Nuances Should International B2B Buyers Consider Regarding QC?
Understanding the nuances of quality control in different regions is crucial for international B2B buyers. In many emerging markets, such as those in Africa and South America, suppliers may face unique challenges, including variations in regulatory requirements and resource availability. Buyers should consider the following:
-
Regulatory Compliance: Ensure that suppliers are aware of and comply with local and international regulations relevant to their products. This includes understanding the documentation required for import/export and adherence to safety and quality standards.
-
Cultural Differences: Different regions may have varying approaches to quality assurance. Building strong relationships with suppliers and fostering open communication can help bridge these gaps.
-
Supply Chain Risks: Buyers should evaluate potential risks in the supply chain, such as political instability or economic fluctuations, which could impact a supplier’s ability to maintain consistent quality.
By leveraging NetSuite’s integrated manufacturing and quality management capabilities, manufacturers can enhance their operational efficiency and quality assurance processes. For B2B buyers, understanding these processes and QC measures will empower them to make informed decisions when selecting suppliers in the global marketplace.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘netsuite for manufacturers’
The following guide is designed to assist B2B buyers in procuring NetSuite for manufacturers effectively. It outlines essential steps to ensure a smooth and informed purchasing process.
Step 1: Identify Your Business Needs
Understanding your specific requirements is the foundation of selecting the right ERP system. Assess your current manufacturing processes, challenges, and goals to pinpoint what functionalities you need, such as supply chain management, quality control, or order management. This clarity will guide your search and help you evaluate solutions that best fit your operational demands.
Step 2: Research Available Solutions
Conduct comprehensive research on available ERP solutions tailored for manufacturing. Look for platforms like NetSuite that offer integrated features to streamline operations. Pay attention to user reviews and industry ratings to gauge reliability and effectiveness. Consider factors like scalability and customization options to ensure the solution can grow with your business.
Step 3: Evaluate Vendor Credentials
Before proceeding with any vendor, ensure they have a proven track record in the manufacturing sector. Verify their experience with similar businesses and request case studies that highlight successful implementations. Additionally, check for certifications that demonstrate compliance with industry standards, which can assure you of their expertise and reliability.
Step 4: Conduct a Cost Analysis
Understanding the financial implications of adopting NetSuite is critical. Assess not just the initial licensing costs but also ongoing expenses like maintenance, upgrades, and training. This holistic view will allow you to budget effectively and ensure that the solution provides a favorable return on investment over time.
Step 5: Request Demonstrations
Once you’ve narrowed down potential vendors, request product demonstrations to see the software in action. This is an invaluable opportunity to evaluate user interface, functionality, and ease of use. During the demo, ask specific questions related to your business processes to understand how the software can be tailored to meet your needs.
Step 6: Analyze Support and Training Options
A successful ERP implementation relies heavily on adequate support and training. Investigate the vendor’s customer service reputation and the availability of training resources for your team. Determine if they offer ongoing support, user documentation, and training sessions to ensure a smooth transition and effective use of the software.
Step 7: Review Contract Terms and Conditions
Before finalizing your purchase, thoroughly review the contract terms and conditions. Pay attention to details regarding service levels, data ownership, and termination clauses. Clear understanding of these elements will protect your business interests and ensure you are aware of your rights and responsibilities under the agreement.
By following this checklist, B2B buyers can make informed decisions when sourcing NetSuite for their manufacturing needs, ultimately leading to enhanced operational efficiency and business growth.
Comprehensive Cost and Pricing Analysis for netsuite for manufacturers Sourcing
What Are the Key Cost Components in Sourcing NetSuite for Manufacturers?
When considering the implementation of NetSuite for manufacturing operations, it is essential to understand the various cost components involved. These include:
-
Materials: The cost of raw materials is a primary factor in manufacturing. Fluctuations in the prices of materials can significantly impact overall project costs. B2B buyers should monitor market trends and establish long-term agreements with suppliers to mitigate price volatility.
-
Labor: Labor costs encompass wages, benefits, and training expenses for staff operating the ERP system. With NetSuite, manufacturers can optimize labor management, but initial training and ongoing support may require additional investment.
-
Manufacturing Overhead: This includes indirect costs such as utilities, rent, and administrative expenses that support production. Efficient use of NetSuite can streamline operations and reduce overhead by automating processes.
-
Tooling: The cost of tools and machinery required for production is another critical factor. Buyers should consider how NetSuite can facilitate inventory management and maintenance scheduling to prolong the lifespan of tooling investments.
-
Quality Control (QC): Ensuring product quality is paramount in manufacturing. The costs associated with quality inspections and compliance certifications can be substantial. NetSuite’s quality management features help reduce defects and associated costs, making it a valuable investment.
-
Logistics: Transportation and storage costs are vital components of the total cost structure. NetSuite provides visibility into logistics operations, helping manufacturers optimize their supply chains and reduce shipping expenses.
-
Margin: The desired profit margin influences pricing strategies. Understanding the cost structure enables manufacturers to set competitive pricing while ensuring profitability.
What Influences Pricing for NetSuite in Manufacturing?
Several factors influence the pricing of NetSuite for manufacturers, including:
-
Volume and Minimum Order Quantity (MOQ): Pricing can vary based on the volume of licenses purchased. B2B buyers should evaluate their needs carefully and consider negotiating for bulk pricing.
-
Specifications and Customization: Customization needs can significantly affect costs. Buyers should assess their specific requirements and understand how they can leverage NetSuite’s flexibility to avoid unnecessary expenses.
-
Materials and Quality Certifications: The quality of materials used in manufacturing impacts both production costs and the final product price. Higher quality often leads to higher costs, but it can also enhance product value and customer satisfaction.
-
Supplier Factors: The reliability and reputation of suppliers can affect pricing. Manufacturers are encouraged to conduct thorough due diligence to ensure they partner with reputable suppliers.
-
Incoterms: Understanding the terms of trade is crucial for international buyers. Incoterms dictate the responsibilities of buyers and sellers regarding shipping costs, insurance, and risk management, impacting overall pricing.
What Are Effective Buyer Tips for Cost-Efficiency with NetSuite?
To maximize cost-efficiency when sourcing NetSuite for manufacturing, consider the following strategies:
-
Negotiate Contracts: Always negotiate pricing and terms with vendors. Leverage your position as a bulk buyer or long-term customer to secure favorable terms.
-
Analyze Total Cost of Ownership (TCO): Beyond initial licensing fees, consider ongoing costs such as maintenance, training, and updates. A lower upfront cost may lead to higher long-term expenses if not carefully evaluated.
-
Understand Pricing Nuances for International Buyers: Buyers from regions like Africa, South America, the Middle East, and Europe should be aware of currency fluctuations, import duties, and regional pricing strategies that could impact overall costs.
-
Leverage Automation and Integration: Utilize NetSuite’s integrated features to streamline operations and reduce manual labor, which can lead to significant savings over time.
-
Stay Informed About Market Trends: Keep abreast of industry trends and economic factors that may influence costs, allowing for better forecasting and budgeting.
Disclaimer
The pricing and cost analysis provided here is indicative and can vary based on specific business needs, market conditions, and negotiations with vendors. Always seek tailored quotes and conduct a thorough analysis before making purchasing decisions.
Alternatives Analysis: Comparing netsuite for manufacturers With Other Solutions
When evaluating enterprise resource planning (ERP) solutions for manufacturing, it’s essential to consider various alternatives that can meet specific business needs. While NetSuite for Manufacturers offers a comprehensive suite of tools tailored for the manufacturing industry, several other solutions also provide valuable features that may align better with certain operational requirements or budget constraints. This analysis compares NetSuite with two viable alternatives: SAP Business One and Microsoft Dynamics 365 Business Central.
| Comparison Aspect | Netsuite For Manufacturers | SAP Business One | Microsoft Dynamics 365 Business Central |
|---|---|---|---|
| Performance | High scalability with real-time data processing | Solid performance, but may slow with extensive customizations | Strong performance with integrated Microsoft tools |
| Cost | Higher initial investment with subscription model | Mid-range pricing with flexible licensing options | Competitive pricing, especially for existing Microsoft users |
| Ease of Implementation | Moderate complexity; requires time for full adoption | Can be complex; requires dedicated resources | User-friendly, especially for those familiar with Microsoft interfaces |
| Maintenance | Regular updates included; requires ongoing training | Requires IT support for customization and updates | Easy to maintain, especially with Microsoft support |
| Best Use Case | Ideal for medium to large manufacturers with complex needs | Best for small to medium enterprises needing customization | Excellent for organizations already using Microsoft products |
What are the Pros and Cons of SAP Business One Compared to NetSuite for Manufacturers?
SAP Business One is a solid alternative for small to medium-sized enterprises (SMEs) that require a customizable ERP solution. One of its main advantages is the flexibility it offers in terms of modules and features tailored to specific business processes. However, the complexity of implementation can be a drawback, as it often necessitates dedicated IT resources and a longer onboarding period. While it provides robust functionality, the performance may decline with extensive customizations, making it crucial for buyers to assess their customization needs carefully.
How Does Microsoft Dynamics 365 Business Central Stack Up Against NetSuite for Manufacturers?
Microsoft Dynamics 365 Business Central is another compelling alternative, particularly for businesses already integrated into the Microsoft ecosystem. It offers competitive pricing and a user-friendly interface that is familiar to many users. The integration with other Microsoft tools enhances productivity and collaboration. However, businesses may find that its manufacturing-specific features are not as comprehensive as those in NetSuite, particularly for complex manufacturing environments. Organizations must evaluate whether the trade-off between ease of use and advanced capabilities aligns with their operational requirements.
How Can B2B Buyers Choose the Right ERP Solution for Their Needs?
Selecting the right ERP solution involves a careful assessment of specific business needs, industry requirements, and budget constraints. Buyers should evaluate the scale of their operations, the complexity of their manufacturing processes, and their existing technology stack. Conducting a thorough needs analysis and seeking demos or trials can also provide valuable insights into how well each solution meets their requirements. Ultimately, the choice should align with both immediate operational goals and long-term strategic objectives, ensuring that the selected solution can adapt as the business grows and evolves.
Essential Technical Properties and Trade Terminology for netsuite for manufacturers
What Are the Key Technical Properties Relevant to NetSuite for Manufacturers?
Understanding the essential technical properties of NetSuite for manufacturers is crucial for B2B buyers aiming to optimize their operations. Here are some critical specifications:
1. Multi-Currency Support
NetSuite offers multi-currency capabilities, allowing businesses to conduct transactions in various currencies. This feature is particularly vital for international manufacturers who engage in global trade. It enables seamless financial management and reporting across different countries, ensuring compliance with local regulations and reducing currency conversion costs.
2. Real-Time Inventory Visibility
One of the standout features of NetSuite is its ability to provide real-time inventory visibility. This allows manufacturers to track inventory levels across multiple locations, enhancing decision-making regarding procurement and production planning. Real-time data minimizes the risk of stockouts or overstock situations, significantly improving operational efficiency.
3. Customizable Workflows
NetSuite’s platform allows for the customization of workflows to fit specific manufacturing processes. This flexibility ensures that manufacturers can adapt the system to their unique operational needs, enhancing productivity. By automating routine tasks and approvals, businesses can focus on strategic initiatives rather than mundane administrative duties.
4. Integrated Supply Chain Management
NetSuite integrates supply chain management capabilities, enabling manufacturers to oversee their entire supply chain from procurement to production. This integration helps in identifying bottlenecks, optimizing logistics, and ensuring timely delivery of products. Effective supply chain management is crucial for maintaining competitive advantage and meeting customer expectations.
5. Advanced Planning and Scheduling
The platform features a sophisticated planning and scheduling engine that balances supply and demand effectively. This capability is essential for manufacturers to optimize production schedules, allocate resources efficiently, and respond swiftly to market changes. Enhanced planning reduces lead times and improves customer satisfaction.
What Are Some Common Trade Terms in Manufacturing with NetSuite?
Familiarity with industry jargon is essential for effective communication and decision-making in the B2B landscape. Here are several important trade terms relevant to NetSuite users:
1. OEM (Original Equipment Manufacturer)
An OEM refers to a company that produces parts or equipment that may be marketed by another manufacturer. Understanding this term is vital for manufacturers who partner with OEMs for product development, as it defines the relationships and expectations in the supply chain.
2. MOQ (Minimum Order Quantity)
MOQ represents the smallest quantity of a product that a supplier is willing to sell. For manufacturers, knowing the MOQ is crucial for procurement decisions, as it impacts inventory management and cash flow. Effective management of MOQs can lead to cost savings and optimized inventory levels.
3. RFQ (Request for Quotation)
An RFQ is a document that solicits price quotes from suppliers for specific goods or services. This term is essential for procurement processes, as it helps manufacturers compare prices, negotiate terms, and select the best suppliers for their needs.
4. Incoterms (International Commercial Terms)
Incoterms are a set of predefined international trade terms that outline the responsibilities of buyers and sellers in shipping goods. Knowledge of Incoterms is critical for manufacturers engaged in international trade, as it clarifies who bears the risk and cost at various stages of the shipping process.
5. DRP (Distribution Requirements Planning)
DRP involves the planning of inventory levels and distribution of products to meet customer demands efficiently. For manufacturers, effective DRP is essential for maintaining optimal stock levels, reducing costs, and ensuring timely delivery to customers.
These technical properties and trade terms are foundational for manufacturers leveraging NetSuite to enhance their operational efficiency, improve supplier relationships, and navigate the complexities of global trade. Understanding and applying this knowledge will empower B2B buyers to make informed decisions that drive business success.
Navigating Market Dynamics and Sourcing Trends in the netsuite for manufacturers Sector
What Are the Key Market Dynamics and Sourcing Trends Impacting NetSuite for Manufacturers?
Market Overview & Key Trends
The manufacturing sector is undergoing a profound transformation driven by globalization, technological advancements, and evolving consumer expectations. International B2B buyers, particularly in regions like Africa, South America, the Middle East, and Europe, are increasingly seeking integrated solutions that enhance operational efficiency and adaptability. One of the most significant trends is the shift towards digital transformation, where cloud-based solutions like NetSuite provide manufacturers with the flexibility to manage their operations in real-time. This trend is crucial for businesses navigating complex supply chains, as it enables them to respond swiftly to market fluctuations and customer demands.
Emerging technologies such as artificial intelligence (AI) and the Internet of Things (IoT) are also influencing sourcing strategies. These technologies offer insights into production processes and inventory management, allowing manufacturers to optimize resources and reduce costs. Furthermore, the emphasis on data analytics is reshaping decision-making, empowering businesses to identify inefficiencies and streamline operations. For B2B buyers, leveraging these technologies through platforms like NetSuite can facilitate a more comprehensive approach to managing the entire supply chain, enhancing visibility and control.
As global markets continue to evolve, manufacturers must stay attuned to regulatory changes and geopolitical factors that may impact sourcing decisions. The ability to source materials from diverse locations while maintaining compliance with international standards is critical. This dynamic environment necessitates agile procurement strategies that can adapt to changing market conditions, making integrated ERP solutions indispensable for modern manufacturing.
How Can Sustainability and Ethical Sourcing Benefit B2B Manufacturers?
Sustainability is no longer just a buzzword; it has become a fundamental aspect of modern manufacturing practices. International buyers are increasingly prioritizing suppliers who adopt environmentally responsible practices, making sustainability a key driver in sourcing decisions. The environmental impact of manufacturing processes can be significant, and companies that fail to address this may find themselves at a competitive disadvantage. Implementing sustainable practices not only mitigates environmental harm but also enhances brand reputation and customer loyalty.
Ethical sourcing is another critical consideration for manufacturers. Buyers are demanding transparency in supply chains, seeking partners who adhere to fair labor practices and ethical standards. NetSuite for manufacturers provides tools to track and manage supplier relationships, ensuring compliance with ethical sourcing guidelines. By leveraging these capabilities, businesses can build resilient supply chains that reflect their commitment to corporate social responsibility.
Moreover, integrating green certifications and materials into manufacturing processes can further bolster a company’s sustainability credentials. Certifications such as ISO 14001 or LEED demonstrate a commitment to environmental management and can open doors to new markets and customers who prioritize sustainability. By aligning with these values, manufacturers can enhance their competitive edge while contributing positively to the planet.
What Is the Evolution of ERP Solutions for Manufacturers?
The evolution of ERP solutions has significantly impacted the manufacturing landscape over the past few decades. Initially, manufacturing companies relied on standalone systems for managing different aspects of their operations, leading to fragmented data and inefficiencies. The introduction of ERP systems revolutionized this approach by offering a comprehensive platform that integrates various functions, from production planning to financial management.
As technology advanced, the focus shifted towards cloud-based ERP solutions, allowing manufacturers to access real-time data and streamline processes across global operations. NetSuite emerged as a leader in this space, providing manufacturers with the flexibility to adapt to changing market dynamics and optimize their supply chains. This evolution has enabled manufacturers to leverage advanced analytics, automate routine tasks, and improve overall efficiency, ensuring they remain competitive in an increasingly complex marketplace.
In summary, understanding these market dynamics and sourcing trends is essential for B2B buyers in the manufacturing sector. Embracing technology and sustainability will not only enhance operational efficiency but also align businesses with the values of modern consumers.
Frequently Asked Questions (FAQs) for B2B Buyers of netsuite for manufacturers
-
How do I solve supply chain visibility issues when using NetSuite for manufacturing?
To solve supply chain visibility issues with NetSuite, leverage its real-time inventory management and reporting features. The platform offers a centralized dashboard that provides insights into inventory levels, production schedules, and supplier performance. By utilizing these tools, manufacturers can proactively identify bottlenecks, track materials across different locations, and ensure timely deliveries. Additionally, integrating third-party logistics solutions can enhance visibility and streamline operations, making it easier to adapt to changing market demands. -
What is the best way to customize NetSuite for my manufacturing processes?
The best way to customize NetSuite for your manufacturing processes is to utilize its SuiteCloud platform, which allows for tailored configurations without disrupting core functionalities. Engage with NetSuite’s consultants or certified partners to assess your specific needs, such as unique production workflows or reporting requirements. Additionally, utilize the platform’s built-in customization tools to create tailored dashboards, workflows, and user roles that align with your operational goals, ensuring a seamless fit for your business. -
How can I ensure quality assurance (QA) using NetSuite for my manufacturing operations?
NetSuite enhances quality assurance by enabling manufacturers to define and implement inspection plans directly within the ERP system. Utilize its quality management features to set pass/fail criteria, automate inspection processes, and track non-conformance issues in real time. By integrating QA metrics into your production workflows, you can maintain high standards while minimizing overhead costs. Regularly review QA data through comprehensive reports to identify trends and areas for improvement in your manufacturing processes. -
What are the minimum order quantities (MOQ) for suppliers using NetSuite?
Minimum order quantities (MOQ) can vary significantly depending on your suppliers and the materials required. NetSuite allows you to manage supplier relationships effectively, enabling you to negotiate MOQs that suit your production needs. Utilize the procurement features to establish purchase contracts or blanket orders with suppliers to secure favorable terms and pricing. By maintaining open communication with suppliers and utilizing NetSuite’s analytics, you can optimize inventory levels while adhering to MOQ requirements. -
What payment terms should I negotiate with suppliers when using NetSuite?
When negotiating payment terms with suppliers, consider factors such as cash flow, order volume, and supplier relationships. Common terms include Net 30, Net 60, or even discounts for early payment. Use NetSuite’s procurement module to track payment schedules and ensure timely payments, which can strengthen supplier relationships. Additionally, consider implementing automated payment reminders to maintain consistency and avoid late fees, enhancing overall operational efficiency. -
How does NetSuite support international trade for manufacturers?
NetSuite supports international trade by offering multi-currency and multi-language capabilities that streamline global operations. The platform enables manufacturers to manage international suppliers and customers effectively, ensuring compliance with local regulations and customs requirements. By utilizing NetSuite’s global inventory management features, you can easily track shipments, monitor foreign exchange rates, and generate reports that cater to different regions. This comprehensive approach helps manufacturers navigate the complexities of international trade with confidence. -
What logistics capabilities does NetSuite offer for manufacturers?
NetSuite provides robust logistics capabilities that allow manufacturers to manage their entire supply chain from procurement to fulfillment. With features like real-time inventory tracking, order management, and shipping integration, businesses can optimize logistics operations and improve delivery times. By utilizing NetSuite’s built-in analytics, you can monitor performance metrics, identify inefficiencies, and make data-driven decisions to enhance logistics efficiency. This holistic view enables manufacturers to adapt to changing customer demands and streamline their operations. -
How can I vet suppliers effectively when using NetSuite?
To effectively vet suppliers using NetSuite, start by utilizing the platform’s vendor management capabilities to assess potential suppliers based on criteria such as performance history, compliance, and quality metrics. Engage in thorough due diligence by reviewing supplier ratings, conducting site visits, and analyzing past performance data. NetSuite’s reporting tools can help track supplier performance over time, enabling you to make informed decisions about partnerships. Establishing clear communication and setting expectations upfront will further ensure a successful supplier relationship.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Strategic Sourcing Conclusion and Outlook for netsuite for manufacturers
As manufacturers navigate an increasingly complex global landscape, strategic sourcing emerges as a cornerstone for operational success. By leveraging NetSuite’s comprehensive ERP solutions, businesses can streamline procurement, enhance supply chain visibility, and optimize production processes. The platform’s flexibility allows manufacturers to adapt to changing demands while maintaining a unified approach to data management.
Investing in a robust manufacturing ERP like NetSuite not only reduces costs but also boosts efficiency, enabling companies to meet rising customer expectations. This is particularly vital for international businesses looking to compete in diverse markets across Africa, South America, the Middle East, and Europe.
As you consider the future of your manufacturing operations, embrace the potential of integrated solutions that can transform your sourcing strategies. The time is ripe to harness the power of NetSuite to not only keep pace with industry changes but to lead the charge toward innovation and growth. Take the next step today—explore how strategic sourcing through NetSuite can redefine your manufacturing capabilities and position your business for enduring success.