
Introduction: Navigating the Global Market for top 10 pharmaceutical manufacturers
In the ever-evolving landscape of global healthcare, sourcing from the top 10 pharmaceutical manufacturers presents a pivotal challenge for international B2B buyers. As the demand for innovative therapies and medications grows, navigating the complexities of supplier selection, regulatory compliance, and cost management becomes crucial, particularly for buyers in regions such as Africa, South America, the Middle East, and Europe. This guide serves as a comprehensive resource, providing insights into the leading pharmaceutical companies, their product offerings, and the applications of their therapies.
Buyers will gain an understanding of the diverse types of pharmaceuticals available, from oncology treatments to vaccines, along with the implications of patent expirations and market dynamics. We delve into essential factors for supplier vetting, including quality assurance practices, regulatory certifications, and market reputation. Additionally, we analyze cost considerations, helping you strategize your purchasing decisions effectively.
By equipping B2B buyers with actionable insights and a thorough understanding of the pharmaceutical landscape, this guide empowers you to make informed decisions that align with your organizational needs. Whether you are seeking reliable partners for supply chain stability or looking to enhance your product portfolio, this resource will facilitate your journey in the global pharmaceutical market.
Top 10 Top 10 Pharmaceutical Manufacturers Manufacturers & Suppliers List
1. ProClinical – Key Pharmaceutical Developments
Domain: proclinical.com
Registered: 1997 (28 years)
Introduction: 1. GSK: Arexvy – the world’s first respiratory syncytial virus vaccine for older adults, launched in 2023. 2. Bristol-Myers Squibb: Opdivo – advanced stage lung cancer treatment, with a 9% increase in sales. 3. Novartis: Eliquis – blood clot treatment, with a 4% increase in worldwide sales. 4. AstraZeneca: Strong performance across key medicines and regions, but specific product details not provid…
2. Pfizer – Comirnaty
Domain: citeline.com
Registered: 1998 (27 years)
Introduction: 1. **Pfizer**: Major products include Comirnaty (COVID-19 vaccine) and Paxlovid (nirmatrelvir/ritonavir antiviral pill).
2. **Merck & Co**: Key products include Keytruda (pembrolizumab) and Gardasil (HPV vaccine).
3. **Johnson & Johnson**: Notable product is Stelara (ustekinumab).
4. **AbbVie**: Key products include Humira (which lost exclusivity), Skyrizi (risankizumab), and Rinvoq (upadaci…
3. Healthcare Sector – Key Players
Domain: finance.yahoo.com
Registered: 1995 (30 years)
Introduction: This sector includes biotechnology, pharmaceuticals, research services, home healthcare, hospitals, long-term-care facilities, and medical equipment and supplies. Companies in this sector include AstraZeneca, Pfizer, Roche Holding, Walgreens Boots Alliance, and Cerner Corp.
4. Pharmaceutical Giants – Market Leaders
Domain: companiesmarketcap.com
Registered: 2020 (5 years)
Introduction: Largest pharmaceutical companies by market cap include Eli Lilly, Johnson & Johnson, AbbVie, Roche, AstraZeneca, Novartis, Novo Nordisk, Merck, Amgen, Gilead Sciences, Pfizer, Sanofi, Vertex Pharmaceuticals, Bristol-Myers Squibb, CVS Health, GlaxoSmithKline, and others. Each company has a specific market cap, stock price, and country of origin.
5. Top Pharmaceutical Companies – Sales Revenue 2024
Domain: getreskilled.com
Registered: 2012 (13 years)
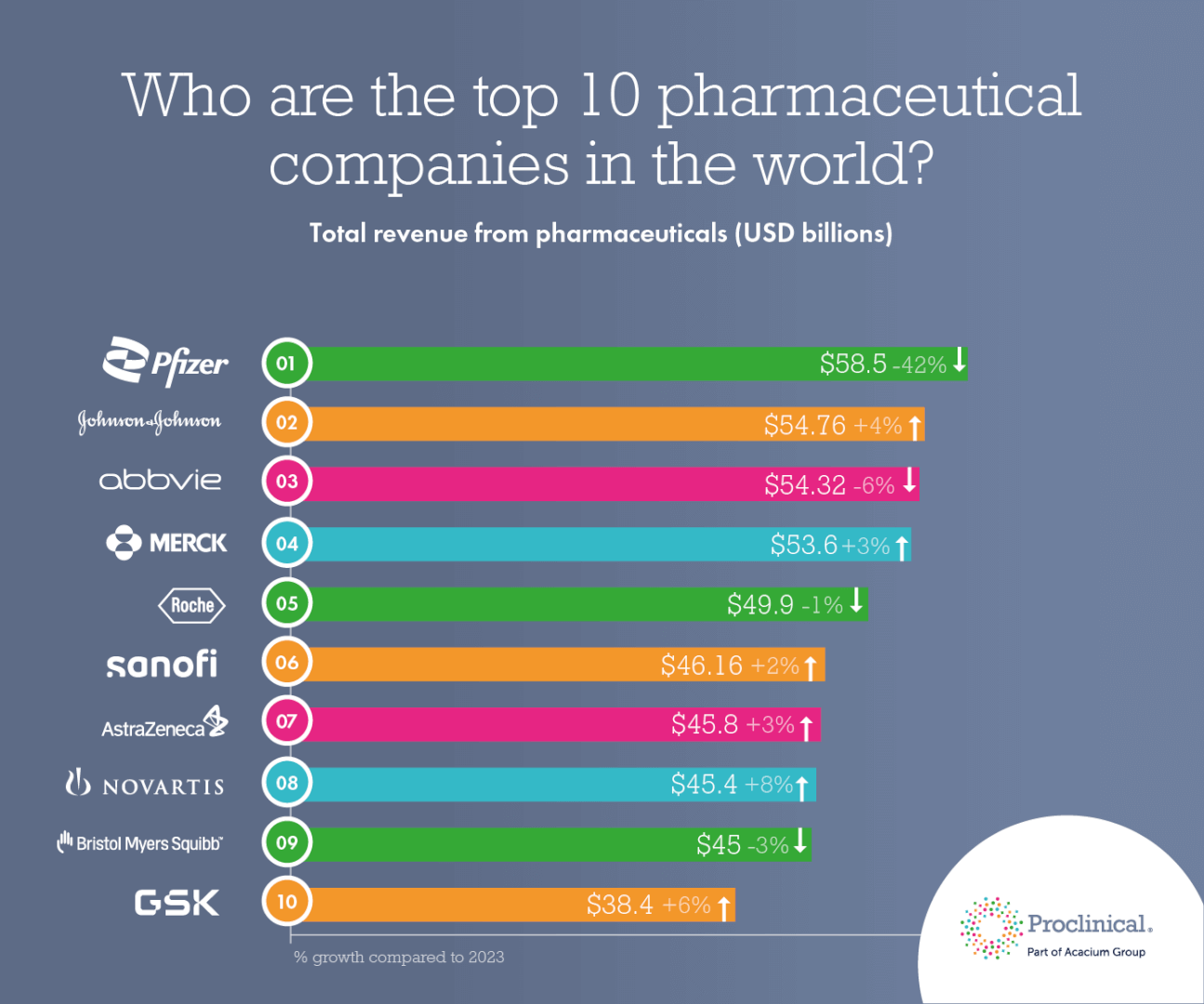
Introduction: Top 15 Pharmaceutical Companies in the World ranked by sales revenue for 2024: 1. Pfizer (US) – $58.5B ( -41% ) 2. J&J (US) – $54.80B (+4%) 3. AbbVie (US) – $54.32B ( -6% ) 4. Merck & Co. (US) – $53.58B (+3%) 5. Roche (Switzerland) – $48.7B ( -2% ) 6. AstraZeneca (Sweden/UK) – $45.8B (+3.3%) 7. Bristol-Myers Squibb (US) – $45.06B ( -2% ) 8. Novartis (Switzerland) – $45.44B ( -8% ) 9. Sanofi S.A. (…
6. Pharmaceutical Giants – Key Players
7. Pfizer – Workforce Reduction
8. GroupCaliber – Pharmaceutical Insights
Domain: groupcaliber.com
Registered: 2016 (9 years)
Introduction: The world’s top pharmaceutical companies are involved in therapeutic areas such as oncology, immunology, vaccines, and metabolic diseases. Notable companies include CSV Health, Walgreens Boots Alliance, Johnson & Johnson, Sinopharm, Roche, Merck, Pfizer, AbbVie, AstraZeneca, and Novartis, with revenues ranging from $35 billion to over $370 billion. The sector is also recognized for its innovation,…
Understanding top 10 pharmaceutical manufacturers Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Innovative Pharmaceutical Firms | Focus on R&D, novel drug development, and patent protection. | Licensing, partnerships for drug development. | Pros: Cutting-edge products, potential high ROI. Cons: High costs, longer time to market. |
| Generic Drug Manufacturers | Production of off-patent drugs, cost-effective alternatives. | Bulk purchasing, supply contracts for healthcare. | Pros: Lower prices, wide availability. Cons: Quality variability, limited brand recognition. |
| Biopharmaceutical Companies | Use of biological processes, personalized medicine, and biotech. | Collaboration on biologics, specialty drugs. | Pros: Innovative therapies, high efficacy. Cons: Higher costs, complex manufacturing processes. |
| Contract Manufacturing Organizations (CMOs) | Provide outsourced manufacturing services, flexible production. | Manufacturing partnerships for various drugs. | Pros: Cost savings, scalability. Cons: Potential quality control issues, less control over production. |
| Over-the-Counter (OTC) Producers | Focus on non-prescription drugs, consumer health products. | Retail partnerships, distribution agreements. | Pros: High market demand, easier regulatory pathway. Cons: Intense competition, lower margins. |
What Are the Characteristics of Innovative Pharmaceutical Firms?
Innovative pharmaceutical firms prioritize research and development (R&D) to create groundbreaking therapies and treatments. These companies invest significantly in the drug discovery process, seeking to develop new molecules and compounds that can be patented. B2B buyers often engage with these firms for licensing agreements or collaborative research ventures. However, the high costs and lengthy timelines associated with bringing new drugs to market can be a challenge for buyers, requiring careful consideration of potential ROI.
How Do Generic Drug Manufacturers Operate?
Generic drug manufacturers focus on producing off-patent medications, providing cost-effective alternatives to branded drugs. They play a crucial role in increasing access to essential medicines, particularly in emerging markets. B2B buyers, such as healthcare providers and pharmacies, often prefer generics for their affordability. However, quality can vary among manufacturers, and buyers must ensure that they are sourcing from reputable companies to maintain standards.
What Distinguishes Biopharmaceutical Companies?
Biopharmaceutical companies leverage biological processes to develop treatments, particularly for complex diseases. They often produce biologics, which are derived from living organisms and can offer tailored therapies for patients. B2B buyers, including healthcare institutions and specialty pharmacies, seek partnerships with these companies for innovative therapies. The higher costs associated with biologics and the complexity of their manufacturing can be drawbacks for buyers, who must weigh these factors against the potential benefits of advanced treatments.
Why Choose Contract Manufacturing Organizations (CMOs)?
Contract Manufacturing Organizations (CMOs) provide outsourced manufacturing solutions, allowing pharmaceutical companies to focus on R&D while ensuring efficient production. CMOs offer flexibility and scalability, which can be particularly beneficial for companies looking to adapt quickly to market demands. B2B buyers can save on costs and reduce overhead by partnering with CMOs for their manufacturing needs. However, potential quality control issues and a lack of direct oversight in production can pose risks that buyers need to manage carefully.
What Role Do Over-the-Counter (OTC) Producers Play?
Over-the-Counter (OTC) producers specialize in non-prescription medications, catering directly to consumers. These companies focus on health and wellness products that are easily accessible, making them a staple in retail environments. B2B buyers such as retailers and distributors often seek partnerships with OTC producers due to the high demand for these products. However, intense competition in the OTC market can lead to lower profit margins, which buyers must consider when negotiating terms.
Key Industrial Applications of top 10 pharmaceutical manufacturers
| Industry/Sector | Specific Application of top 10 pharmaceutical manufacturers | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Oncology | Development of targeted therapies and immunotherapies | Enhanced patient outcomes and competitive differentiation | Regulatory compliance, clinical trial data availability |
| Vaccines | Production of vaccines for infectious diseases | Increased public health safety and market demand | Cold chain logistics, shelf life, and storage requirements |
| Chronic Disease Management | Creation of long-term treatment regimens for diabetes and hypertension | Improved patient adherence and health outcomes | Cost-effectiveness, availability of generics, and local distribution capabilities |
| Rare Diseases | Development of orphan drugs for niche markets | Access to untapped markets and premium pricing | Regulatory pathways for rare disease drugs, market access strategies |
| Consumer Health | Production of over-the-counter (OTC) products | Expansion of market share and consumer loyalty | Quality assurance, branding, and distribution channels |
How Are Top Pharmaceutical Manufacturers Enhancing Oncology Treatment Options?
Top pharmaceutical manufacturers are at the forefront of oncology, focusing on targeted therapies and immunotherapies. By leveraging advanced research and development, these companies create drugs that specifically target cancer cells while minimizing damage to healthy tissues. This approach not only enhances patient outcomes but also provides businesses with a competitive edge in a rapidly evolving market. International B2B buyers, particularly in regions like Africa and the Middle East, must consider regulatory compliance and the availability of clinical trial data when sourcing these therapies to ensure successful market entry.
What Role Do Vaccines Play in Public Health?
Vaccines produced by leading pharmaceutical companies are crucial in combating infectious diseases. These manufacturers invest heavily in research to develop effective vaccines, which significantly enhance public health safety and create strong market demand. For B2B buyers, especially in South America and Europe, understanding cold chain logistics and storage requirements is vital to maintain vaccine efficacy. Additionally, companies must be aware of the shelf life of vaccines to optimize inventory management and distribution strategies.
How Are Chronic Diseases Addressed Through Innovative Pharmaceuticals?
Pharmaceutical giants are pivotal in managing chronic diseases such as diabetes and hypertension by developing long-term treatment regimens. These medications improve patient adherence and health outcomes, which can lead to reduced healthcare costs and improved quality of life for patients. B2B buyers from regions like Brazil and Saudi Arabia should focus on sourcing cost-effective solutions, including generics, and ensure robust local distribution channels to meet the growing demand for these essential medications.
What Opportunities Exist in the Rare Disease Market?
The development of orphan drugs for rare diseases presents a unique opportunity for pharmaceutical manufacturers to tap into niche markets. These specialized drugs often command premium prices, providing significant revenue potential. For international buyers, understanding the regulatory pathways for rare disease drugs is critical, as these can vary significantly by region. Additionally, having effective market access strategies will be essential for successfully entering and competing in this lucrative sector.
How Do Consumer Health Products Expand Market Reach?
Top pharmaceutical manufacturers also venture into the consumer health sector by producing over-the-counter (OTC) products. This diversification allows them to expand market share and foster consumer loyalty. For B2B buyers, key considerations include ensuring quality assurance and effective branding to differentiate products in a crowded market. Furthermore, understanding distribution channels is crucial for maximizing reach and accessibility, particularly in emerging markets across Africa and South America.
A stock image related to top 10 pharmaceutical manufacturers.
3 Common User Pain Points for ‘top 10 pharmaceutical manufacturers’ & Their Solutions
Scenario 1: Navigating Supply Chain Disruptions in Pharmaceutical Procurement
The Problem: B2B buyers often face significant challenges due to supply chain disruptions when sourcing products from top pharmaceutical manufacturers. Delays in delivery, unexpected shortages, and fluctuating prices can severely impact inventory management and patient care, particularly in regions like Africa and South America where access to essential medicines is already strained. Buyers may find themselves scrambling to maintain stock levels or facing increased costs that can affect their bottom line and service quality.
The Solution: To mitigate these supply chain issues, it is crucial for B2B buyers to establish strong relationships with multiple suppliers, including the top pharmaceutical manufacturers. Diversifying your supplier base not only spreads risk but also enhances negotiation leverage during shortages. Implementing a robust supply chain management system can help track inventory levels in real-time, forecast demand more accurately, and streamline orders. Collaborate closely with manufacturers to stay informed about production schedules and potential disruptions. Additionally, consider negotiating long-term contracts or agreements that offer price stability and priority access during high-demand periods. This proactive approach ensures that you can maintain a reliable supply of essential medications, ultimately safeguarding patient care.
Scenario 2: Understanding Regulatory Compliance and Quality Standards
The Problem: B2B buyers in the pharmaceutical sector frequently encounter difficulties navigating the complex landscape of regulatory compliance and quality standards. Each country may have different requirements for drug approval, manufacturing processes, and distribution practices. This can lead to confusion and potential non-compliance, which can result in costly fines, product recalls, or damage to reputation, particularly in regulated markets across Europe and the Middle East.
The Solution: To effectively manage compliance challenges, buyers should invest in a thorough understanding of both local and international regulatory frameworks applicable to their operations. Engaging with regulatory consultants or legal advisors who specialize in the pharmaceutical industry can provide invaluable insights. Furthermore, ensure that your chosen manufacturers are compliant with Good Manufacturing Practices (GMP) and have a solid track record in quality assurance. Request documentation and certifications to verify compliance before making procurement decisions. Establishing a regular audit schedule of suppliers can also help maintain oversight and ensure adherence to quality standards. This diligence not only protects your business from legal repercussions but also enhances trust with customers and stakeholders.
Scenario 3: Addressing the Challenge of Innovative Product Access
The Problem: One of the most pressing issues for B2B buyers is gaining access to innovative products, particularly as top pharmaceutical manufacturers frequently introduce new therapies and medications. Buyers may struggle with identifying which new products will meet their specific market needs or how to effectively integrate these innovations into their existing offerings. This is particularly challenging in regions where healthcare infrastructure may not be fully equipped to handle advanced therapies.
The Solution: To overcome barriers to accessing innovative products, buyers should establish a strategic partnership with pharmaceutical manufacturers that prioritize research and development. Attend industry conferences, webinars, and networking events to stay updated on the latest product launches and therapeutic advancements. Engage with manufacturers’ product development teams to gain insights into upcoming innovations and how they can be tailored to meet local market needs. Additionally, consider piloting new products in select markets to gauge effectiveness and gather feedback before a broader rollout. This not only helps you to stay competitive but also positions your business as a leader in offering cutting-edge solutions, ultimately enhancing patient outcomes and satisfaction.
Strategic Material Selection Guide for top 10 pharmaceutical manufacturers
What Are the Key Materials Used by Top Pharmaceutical Manufacturers?
When it comes to the pharmaceutical industry, the selection of materials is critical to ensuring product efficacy, safety, and compliance with regulatory standards. Here are some common materials used by the top 10 pharmaceutical manufacturers, along with their properties, advantages, disadvantages, and considerations for international B2B buyers.
What Are the Key Properties of Stainless Steel in Pharmaceutical Manufacturing?
Stainless steel is a widely used material in pharmaceutical manufacturing due to its excellent corrosion resistance, strength, and ability to withstand high temperatures and pressures. It is particularly valuable in the production of equipment such as reactors, storage tanks, and piping systems. Stainless steel’s non-reactive nature ensures that it does not leach harmful substances into pharmaceutical products, maintaining the integrity of the formulations.
Pros: Stainless steel is durable, easy to clean, and can be sterilized, making it ideal for applications requiring high hygiene standards.
Cons: The initial cost of stainless steel can be high, and its manufacturing complexity may increase production timelines.
Impact on Application: Stainless steel is compatible with various media, including corrosive chemicals, which is essential for the diverse range of pharmaceuticals produced.
Considerations for International Buyers: Compliance with international standards such as ASTM and DIN is crucial. Buyers from regions like Africa and the Middle East should also consider local regulations and certifications.
How Does Glass Serve the Pharmaceutical Industry?
Glass is another critical material, especially for packaging pharmaceutical products. Its inert nature prevents chemical interactions with the contents, ensuring product stability. Glass containers are commonly used for injectable drugs, vaccines, and oral medications.
Pros: Glass is highly transparent, allowing for easy inspection of contents, and it is recyclable, which appeals to environmentally conscious buyers.
Cons: Glass is fragile, posing a risk of breakage during transport and handling. It can also be more expensive than plastic alternatives.
Impact on Application: Glass containers are ideal for sensitive formulations that require protection from light and moisture.
Considerations for International Buyers: Buyers must ensure that glass packaging meets regulatory standards for safety and efficacy, particularly in regions with stringent import regulations.
What Role Does Polypropylene Play in Pharmaceutical Applications?
Polypropylene (PP) is a thermoplastic polymer used extensively in pharmaceutical applications, particularly in the production of containers, syringes, and medical devices. Its resistance to chemical corrosion and low moisture absorption makes it suitable for various pharmaceutical products.
Pros: Polypropylene is lightweight, cost-effective, and can be molded into complex shapes, which enhances manufacturing efficiency.
Cons: It has a lower temperature resistance compared to metals and glass, which may limit its use in certain high-temperature applications.
Impact on Application: Polypropylene is compatible with many pharmaceutical formulations, but it may not be suitable for those requiring high-temperature sterilization processes.
Considerations for International Buyers: Buyers should verify compliance with relevant standards such as ISO and USP, especially in regions like South America where regulatory frameworks may vary.
How Important Is Silicone in Pharmaceutical Manufacturing?
Silicone is increasingly used in the pharmaceutical industry, particularly in drug delivery systems and medical devices. Its flexibility, biocompatibility, and resistance to extreme temperatures make it an ideal choice for applications requiring a high degree of reliability.
Pros: Silicone is durable, easy to sterilize, and maintains its properties over a wide temperature range, making it suitable for various applications.
Cons: The cost of silicone can be higher than other materials, and its manufacturing process can be complex.
Impact on Application: Silicone is particularly advantageous in applications involving drug delivery systems, as it can provide a reliable barrier against contamination.
Considerations for International Buyers: Compliance with international standards and local regulations is essential, especially in regions with varying levels of regulatory scrutiny.
Summary Table of Material Selection for Pharmaceutical Manufacturers
| Material | Typical Use Case for top 10 pharmaceutical manufacturers | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Stainless Steel | Equipment, reactors, storage tanks | Corrosion resistance, durability | High initial cost | High |
| Glass | Packaging for injectables, vaccines | Inert, recyclable, transparent | Fragile, higher transport risk | High |
| Polypropylene | Containers, syringes, medical devices | Lightweight, cost-effective | Lower temperature resistance | Medium |
| Silicone | Drug delivery systems, medical devices | Biocompatible, flexible | Higher cost, complex manufacturing | High |
This guide provides essential insights into material selection for pharmaceutical applications, helping international B2B buyers make informed decisions that align with their operational needs and regulatory requirements.

A stock image related to top 10 pharmaceutical manufacturers.
In-depth Look: Manufacturing Processes and Quality Assurance for top 10 pharmaceutical manufacturers
What Are the Key Stages in the Manufacturing Processes of Top Pharmaceutical Manufacturers?
The manufacturing processes for pharmaceutical products involve a series of meticulously planned stages that ensure the final product’s efficacy, safety, and quality. These stages typically include material preparation, forming, assembly, and finishing.
Material Preparation involves sourcing high-quality raw materials and active pharmaceutical ingredients (APIs). These materials must meet stringent specifications set by international regulatory bodies, such as the FDA and EMA, to ensure they are suitable for pharmaceutical use. Manufacturers often rely on certified suppliers to provide raw materials that meet Good Manufacturing Practices (GMP) standards.
Forming is the stage where raw materials are transformed into the desired dosage form, such as tablets, capsules, or injectables. This can involve various techniques, including granulation, compression, and encapsulation. Advanced technologies like continuous manufacturing are gaining traction as they offer enhanced efficiency and reduced production times.
Assembly involves the integration of different components of the pharmaceutical product, which may include packaging. This stage often employs automated systems to ensure precision and minimize human error. For example, the use of robotics can streamline the filling of vials or the packaging of blister packs.
Finishing is the final stage where products undergo quality checks and packaging. This stage is crucial for ensuring that the product meets all regulatory requirements and is safe for consumer use.
How Do Quality Assurance Processes Operate in the Pharmaceutical Industry?
Quality assurance (QA) in the pharmaceutical sector is a comprehensive process that ensures products meet predefined standards of quality. The focus on QA is critical due to the potential impact of pharmaceuticals on public health.
International Standards and Regulatory Compliance: Pharmaceutical manufacturers adhere to international standards such as ISO 9001, which outlines criteria for quality management systems. Additionally, industry-specific regulations, including Good Manufacturing Practices (GMP) and Good Laboratory Practices (GLP), guide quality assurance processes. Compliance with these regulations is mandatory for securing market access in various regions.
Quality Control Checkpoints: Various checkpoints are implemented throughout the manufacturing process to ensure quality. These include:
– Incoming Quality Control (IQC): This involves testing raw materials before they enter the production process. Suppliers are often required to provide Certificates of Analysis (CoA) for their materials, which detail the specifications met.
– In-Process Quality Control (IPQC): This checkpoint occurs during manufacturing and involves monitoring critical parameters to ensure the process remains within specified limits.
– Final Quality Control (FQC): This final assessment checks the finished product for potency, purity, and quality before it is released to the market.
What Testing Methods Are Commonly Used in Pharmaceutical Quality Control?
Pharmaceutical manufacturers employ a range of testing methods to verify the quality and safety of their products. Common testing techniques include:
- Stability Testing: Evaluates how the quality of a drug varies with time under the influence of environmental factors such as temperature, humidity, and light.
- Microbial Testing: Ensures that pharmaceutical products are free from harmful microorganisms.
- Chemical Analysis: Utilizes techniques like High-Performance Liquid Chromatography (HPLC) to determine the concentration of active ingredients and impurities.
How Can B2B Buyers Verify Supplier Quality Control Practices?
For B2B buyers, particularly those from diverse regions like Africa, South America, the Middle East, and Europe, verifying a supplier’s quality control practices is crucial for ensuring product reliability.
Conducting Audits: Regular audits of potential suppliers can provide insight into their quality management systems and adherence to GMP. These audits can be carried out by the buyer’s internal quality assurance team or outsourced to third-party auditors.
Reviewing Quality Reports: Suppliers should provide detailed quality reports, including batch records and testing results. These documents should be readily available and demonstrate compliance with relevant regulations.
Third-Party Inspections: Engaging third-party inspection services can provide an unbiased assessment of the supplier’s quality control practices. These inspections often include facility audits and product testing.
What Are the Quality Control and Certification Nuances for International B2B Buyers?
International B2B buyers must navigate various certification requirements that can differ significantly across regions. For instance, European buyers may prioritize CE marking, which indicates compliance with EU safety and health requirements, while Middle Eastern buyers might require local certifications specific to their markets.
Additionally, buyers should be aware of the varying levels of scrutiny that suppliers face in different countries. For instance, manufacturers in the U.S. are subject to rigorous FDA inspections, while those in other regions may have different standards. Understanding these nuances can help buyers make informed decisions and mitigate risks associated with product quality and compliance.
Conclusion: The Importance of Robust Manufacturing and Quality Assurance Practices
In summary, the manufacturing processes and quality assurance practices employed by the top pharmaceutical manufacturers are critical in ensuring product safety and efficacy. B2B buyers must be vigilant in verifying supplier quality control measures and understanding the regulatory landscape to foster successful partnerships. By focusing on these aspects, buyers can better navigate the complexities of sourcing pharmaceutical products in a global marketplace.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘top 10 pharmaceutical manufacturers’
To successfully procure from the top pharmaceutical manufacturers, it’s essential to follow a structured approach. This guide offers a step-by-step checklist to help international B2B buyers, particularly from Africa, South America, the Middle East, and Europe, navigate the complexities of sourcing effectively.
Step 1: Identify Your Needs and Objectives
Understanding your specific requirements is critical before engaging with suppliers. Define the therapeutic areas you are interested in, such as oncology, immunology, or diabetes care, and outline the volume of products you need. This clarity will help you communicate effectively with potential suppliers and align their offerings with your business goals.
Step 2: Research Potential Suppliers
Conduct comprehensive research to identify the top pharmaceutical manufacturers that meet your criteria. Look for companies recognized for their innovation, product quality, and market presence. Utilize industry reports, such as the Pharma 50 rankings, to gauge revenue, growth potential, and product pipelines. Focus on suppliers that have a strong reputation in your target markets, ensuring they can meet regulatory requirements specific to your region.
Step 3: Evaluate Supplier Certifications and Compliance
Before proceeding, verify that potential suppliers hold the necessary certifications, such as Good Manufacturing Practices (GMP) and ISO standards. Compliance with these regulations is crucial for ensuring product quality and safety. Additionally, assess their track record in meeting international regulatory standards, particularly if you plan to distribute in multiple regions.
Step 4: Request Detailed Proposals
Once you have shortlisted suppliers, request detailed proposals that include pricing, lead times, and terms of service. This step allows you to compare offerings effectively. Pay attention to factors such as minimum order quantities, payment terms, and delivery schedules, as these can significantly impact your operational efficiency.
Step 5: Conduct Site Visits or Virtual Audits
If feasible, arrange site visits or virtual audits to assess the manufacturing facilities. This firsthand observation can provide insights into the supplier’s operational capabilities and quality control processes. Look for advanced technologies, cleanroom environments, and robust quality assurance practices to ensure that they meet your expectations.
Step 6: Check References and Customer Feedback
Request references from other clients, especially those in your industry or region. Speaking with current or past customers can provide valuable insights into the supplier’s reliability, service quality, and responsiveness. Additionally, consider online reviews and industry forums to gauge the supplier’s reputation in the market.
Step 7: Negotiate Terms and Finalize Contracts
Once you are satisfied with your evaluations, enter into negotiations to finalize the contract terms. Ensure that all critical aspects, including pricing, delivery schedules, and penalties for non-compliance, are clearly outlined. A well-structured contract will protect your interests and lay the groundwork for a successful partnership.
By following this structured checklist, B2B buyers can navigate the sourcing process more effectively, ensuring they select the right pharmaceutical manufacturers that align with their needs and market expectations.
Comprehensive Cost and Pricing Analysis for top 10 pharmaceutical manufacturers Sourcing
When sourcing from the top 10 pharmaceutical manufacturers, understanding the comprehensive cost structure and pricing dynamics is crucial for international B2B buyers. The pharmaceutical industry is characterized by a complex cost structure, influenced by various factors ranging from raw materials to logistics.
What Are the Key Cost Components in Pharmaceutical Manufacturing?
The cost structure of pharmaceutical manufacturing typically includes several components:
-
Materials: The raw materials used in drug production are often the largest expense. This includes active pharmaceutical ingredients (APIs) and excipients. Prices can fluctuate based on market demand, regulatory changes, and sourcing locations.
-
Labor: Skilled labor is essential in pharmaceutical manufacturing, particularly for research and development (R&D) and production processes. Labor costs can vary significantly between countries, influencing overall production costs.
-
Manufacturing Overhead: This encompasses indirect costs associated with production, such as utilities, maintenance, and depreciation of equipment. Efficient management of manufacturing overhead can lead to substantial cost savings.
-
Tooling: Specialized equipment and tooling are necessary for the production of pharmaceuticals, especially for customized or high-specification drugs. The initial investment can be significant but is critical for maintaining quality and compliance.
-
Quality Control (QC): Ensuring that products meet stringent regulatory standards incurs additional costs. Robust QC measures, including testing and validation, are essential but can add to the overall expense.
-
Logistics: Transportation and warehousing costs can significantly impact pricing, especially for international shipments. Factors such as distance, shipping method, and Incoterms (e.g., FOB, CIF) can influence logistics costs.
-
Margin: Pharmaceutical companies typically operate with high margins due to the extensive R&D investment and regulatory hurdles. However, margins can vary depending on the product lifecycle stage, competition, and market demand.
How Do Pricing Influencers Affect Sourcing Decisions?
Several factors influence pricing when sourcing from pharmaceutical manufacturers:
-
Volume and Minimum Order Quantity (MOQ): Larger orders often lead to better pricing due to economies of scale. Buyers should negotiate MOQs to optimize costs while ensuring they meet their supply needs.
-
Specifications and Customization: Customized products often come at a premium. Buyers should clarify their specifications upfront to avoid unexpected costs later in the process.
-
Quality and Certifications: Products meeting higher quality standards or specific certifications (e.g., GMP, ISO) may command higher prices. Buyers should assess whether these certifications are necessary for their market.
-
Supplier Factors: Relationships with suppliers can significantly impact pricing. Established partnerships may yield better terms and pricing flexibility.
What Are Effective Buyer Tips for Sourcing Pharmaceuticals Internationally?
When engaging with pharmaceutical manufacturers, particularly from regions like Africa, South America, the Middle East, and Europe, buyers should consider the following strategies:
-
Negotiation: Build strong relationships with suppliers and leverage volume commitments to negotiate favorable terms. Consider long-term contracts for stability in pricing.
-
Cost-Efficiency: Evaluate the Total Cost of Ownership (TCO), which includes not only the purchase price but also shipping, handling, and potential customs duties. This holistic view can reveal hidden costs.
-
Understanding Pricing Nuances: Be aware of regional pricing strategies. For instance, some manufacturers may offer tiered pricing based on market conditions or local economic factors.
-
Flexibility in Incoterms: Negotiate Incoterms that align with your logistical capabilities and risk tolerance. Understanding the implications of different terms can prevent unexpected costs.
Disclaimer on Pricing
Prices in the pharmaceutical industry can vary widely based on numerous factors, including market conditions, regulatory requirements, and supplier negotiations. The information provided herein is indicative and should be verified with manufacturers for the most accurate and current pricing.
Alternatives Analysis: Comparing top 10 pharmaceutical manufacturers With Other Solutions
Understanding Alternatives to Top Pharmaceutical Manufacturers
In the rapidly evolving pharmaceutical landscape, B2B buyers often face the challenge of selecting the best suppliers or solutions for their needs. While the top 10 pharmaceutical manufacturers are renowned for their extensive portfolios and market dominance, several alternative solutions exist that can provide competitive advantages, particularly for buyers in emerging markets like Africa, South America, and the Middle East. Evaluating these alternatives can lead to informed decisions that align with specific operational requirements and budget constraints.
Comparison Table
| Comparison Aspect | Top 10 Pharmaceutical Manufacturers | Generic Drug Manufacturers | Biopharmaceutical Startups |
|---|---|---|---|
| Performance | High efficacy, extensive R&D | Comparable efficacy | Innovative therapies |
| Cost | High due to brand premiums | Lower cost | Varies; often lower than big pharma |
| Ease of Implementation | Established relationships and processes | Streamlined procurement | Potentially complex due to regulatory hurdles |
| Maintenance | Regular updates and support | Minimal, standard processes | Ongoing monitoring and support needed |
| Best Use Case | Large-scale, chronic conditions | Cost-sensitive markets | Niche or specialized therapies |
Detailed Breakdown of Alternatives
Generic Drug Manufacturers
Generic drug manufacturers produce medications that are chemically identical to their branded counterparts but at significantly lower prices. These manufacturers play a crucial role in enhancing drug accessibility, particularly in markets where cost constraints are significant. The performance of generic drugs is closely regulated to ensure they meet the same efficacy standards as branded medications. However, the downside is that generic manufacturers may not offer the same level of support or extensive product lines as top pharmaceutical companies.
Biopharmaceutical Startups
Biopharmaceutical startups focus on innovative treatments, often leveraging cutting-edge research and technology to develop novel therapies. These companies typically fill gaps left by larger manufacturers, targeting specific diseases or patient populations with unique treatment needs. While they can offer groundbreaking solutions, the cost can vary widely based on the complexity of the therapies developed. Additionally, startups may face challenges with regulatory approvals, which can complicate the implementation process for buyers.
Conclusion: How to Choose the Right Solution for Your Needs
When navigating the pharmaceutical supply landscape, B2B buyers should carefully evaluate their unique needs against the offerings of both top manufacturers and viable alternatives. Factors such as budget, treatment specificity, and ease of integration into existing systems should guide decision-making. For those prioritizing cost-effectiveness, generic manufacturers may offer a compelling solution, whereas buyers seeking innovative treatments might find value in biopharmaceutical startups. Ultimately, understanding the strengths and limitations of each option will empower buyers to select a solution that aligns with their strategic goals and operational realities.
Essential Technical Properties and Trade Terminology for top 10 pharmaceutical manufacturers
What Are the Key Technical Properties Important for B2B Pharmaceutical Transactions?
Understanding the technical properties of pharmaceutical products is crucial for B2B buyers, particularly when assessing quality and compliance with industry standards. Here are some essential specifications:
-
Active Pharmaceutical Ingredient (API) Purity
– Definition: The level of active ingredient present in a pharmaceutical product, expressed as a percentage.
– B2B Importance: High purity levels are critical for efficacy and safety. Buyers must ensure that suppliers meet regulatory standards to avoid compliance issues and potential recalls. -
Formulation Stability
– Definition: The ability of a drug formulation to maintain its intended physical, chemical, therapeutic, and microbiological quality over time.
– B2B Importance: Stability affects shelf life and efficacy. Buyers should inquire about stability studies that demonstrate a product’s longevity, especially for long-term contracts. -
Bioavailability
– Definition: The degree and rate at which an active ingredient or active moiety is absorbed and becomes available at the site of action.
– B2B Importance: Products with higher bioavailability can lead to better therapeutic outcomes. Understanding bioavailability helps buyers evaluate the effectiveness of competing products. -
Batch Consistency
– Definition: The uniformity of quality and characteristics in each production batch of a pharmaceutical product.
– B2B Importance: Consistency ensures that each batch meets quality standards, which is vital for patient safety and regulatory compliance. Buyers should seek suppliers with robust quality control processes. -
Regulatory Compliance
– Definition: Adherence to guidelines set by regulatory bodies such as the FDA, EMA, or WHO.
– B2B Importance: Compliance minimizes the risk of legal issues and enhances marketability. Buyers must verify that their suppliers have the necessary certifications and adhere to Good Manufacturing Practices (GMP).
What Are Common Trade Terms Used in the Pharmaceutical Industry?
Familiarity with industry terminology enhances communication and negotiation. Here are several critical terms:
-
OEM (Original Equipment Manufacturer)
– Definition: A company that produces parts or equipment that may be marketed by another manufacturer.
– Significance: Understanding OEM relationships helps buyers identify potential suppliers for components or finished products, ensuring quality and compatibility. -
MOQ (Minimum Order Quantity)
– Definition: The smallest quantity of a product that a supplier is willing to sell.
– Significance: Knowing the MOQ is essential for budgeting and inventory management. Buyers should negotiate MOQs that align with their demand forecasts. -
RFQ (Request for Quotation)
– Definition: A document sent to suppliers to request pricing and terms for specified products or services.
– Significance: An RFQ streamlines the procurement process, allowing buyers to compare offers and make informed purchasing decisions. -
Incoterms (International Commercial Terms)
– Definition: A set of predefined international trade terms that clarify the responsibilities of buyers and sellers regarding shipping, insurance, and tariffs.
– Significance: Familiarity with Incoterms helps buyers understand their liabilities and costs throughout the supply chain, facilitating smoother transactions. -
CMC (Chemistry, Manufacturing, and Controls)
– Definition: A section of a pharmaceutical product application that outlines the manufacturing process, quality control, and product specifications.
– Significance: CMC information is crucial for regulatory submissions and assessments. Buyers should ensure that suppliers provide comprehensive CMC data to facilitate compliance. -
FDF (Finished Dosage Form)
– Definition: The final form of a pharmaceutical product that is ready for consumption, such as tablets, capsules, or injectables.
– Significance: Buyers need to understand FDF specifications to ensure that the products meet their therapeutic needs and patient compliance requirements.
By grasping these properties and terms, B2B buyers can enhance their procurement processes, leading to more strategic partnerships and successful product launches in the pharmaceutical market.
Navigating Market Dynamics and Sourcing Trends in the top 10 pharmaceutical manufacturers Sector
The pharmaceutical sector is witnessing significant transformation, driven by a confluence of market dynamics, technological advancements, and shifting consumer expectations. As of 2025, the global pharmaceutical market is valued at approximately $1.6 trillion, with key players like Merck & Co. and Pfizer leading in revenues. The ongoing evolution is characterized by the rapid approval of new molecular entities, with 55 new drugs cleared by the FDA in 2023 alone, indicating a robust pipeline for innovative therapies.
International B2B buyers, particularly from regions like Africa, South America, the Middle East, and Europe, must navigate a landscape shaped by heightened competition and emerging trends in digital health and telemedicine. The rise of artificial intelligence (AI) and machine learning is transforming drug development processes, enabling companies to streamline operations and enhance efficiency. Additionally, the integration of blockchain technology is gaining traction for improving transparency in supply chains, ensuring that product authenticity and traceability are maintained.
Market dynamics are also influenced by patent expirations, which create opportunities for generic and biosimilar products. For instance, AbbVie’s Humira and Johnson & Johnson’s Stelara recently faced increased competition, prompting a strategic pivot for companies to invest in R&D and M&A activities to replenish their pipelines. This environment encourages B2B buyers to seek partnerships with manufacturers that not only have robust portfolios but also demonstrate agility in adapting to market changes.
How Is Sustainability Shaping Sourcing Practices in the Pharmaceutical Sector?
Sustainability and ethical sourcing are emerging as crucial considerations for B2B buyers in the pharmaceutical industry. The environmental impact of manufacturing processes has prompted leading pharmaceutical companies to prioritize sustainability initiatives. This includes reducing carbon footprints, minimizing waste, and sourcing raw materials responsibly. Companies are increasingly adopting ‘green’ certifications, such as ISO 14001, to demonstrate their commitment to environmental management.
Ethical supply chains are becoming non-negotiable for international buyers, as consumers demand transparency and accountability from manufacturers. This trend is particularly pronounced in markets like Europe and North America, where regulatory frameworks are evolving to encourage sustainable practices. For B2B buyers from Africa and South America, partnering with companies that prioritize sustainability not only enhances brand reputation but also aligns with the growing emphasis on corporate social responsibility (CSR).
Investing in suppliers that utilize eco-friendly materials and processes can lead to long-term cost savings and mitigate risks associated with environmental regulations. By prioritizing sustainable sourcing, international buyers can contribute to a more resilient and responsible pharmaceutical sector while ensuring compliance with evolving global standards.
What Is the Historical Context of the Top 10 Pharmaceutical Manufacturers?
The history of the top pharmaceutical manufacturers has been marked by innovation and strategic evolution. From the early 20th century, when companies like Merck and Pfizer began to establish their foothold in the industry, to the modern era characterized by rapid advancements in biotechnology and personalized medicine, these companies have adapted to changing market conditions and consumer needs.
The landscape has been shaped by significant events such as the introduction of antibiotics in the 1940s and the biotech revolution in the late 20th century, which allowed for the development of targeted therapies. The rise of globalization has further influenced the sector, enabling manufacturers to expand their reach and optimize supply chains across borders. As we move forward, the ability of these companies to innovate and respond to market demands will be pivotal for their continued success in a competitive landscape.
Frequently Asked Questions (FAQs) for B2B Buyers of top 10 pharmaceutical manufacturers
-
How do I choose the right pharmaceutical manufacturer for my needs?
Choosing the right pharmaceutical manufacturer involves assessing several factors. Start by evaluating the manufacturer’s reputation, regulatory compliance, and product range. Analyze their certifications, such as GMP (Good Manufacturing Practices) and ISO standards, to ensure quality. Additionally, consider their experience in your specific therapeutic area and their ability to handle your required volume. Engaging in direct discussions about their production capabilities, lead times, and past client references can provide deeper insights, helping you make an informed decision. -
What are the key factors to consider when vetting pharmaceutical suppliers?
When vetting pharmaceutical suppliers, focus on their regulatory compliance, quality assurance processes, and supply chain reliability. Review their certifications, such as FDA or EMA approvals, and inquire about their quality control measures. Assess their financial stability and track record with international clients to gauge reliability. It’s also important to evaluate their responsiveness and customer service, as a strong partnership relies on effective communication and support throughout the procurement process. -
What are the typical minimum order quantities (MOQs) for pharmaceutical products?
Minimum order quantities (MOQs) can vary significantly among pharmaceutical manufacturers based on the product type and manufacturing processes. Generally, MOQs for prescription medications might range from a few hundred to several thousand units. For specialized or custom formulations, MOQs could be higher due to the complexity of production. Always discuss MOQs upfront to ensure they align with your procurement needs, and consider negotiating for lower quantities if your requirements are modest. -
How can I ensure quality assurance when sourcing pharmaceuticals internationally?
To ensure quality assurance when sourcing pharmaceuticals internationally, prioritize manufacturers with robust quality control systems and certifications, such as GMP and ISO. Request documentation of their quality assurance processes, including batch records and stability studies. Conduct regular audits, either in-person or through third-party services, to verify compliance with international standards. Establish clear communication channels to address any quality concerns promptly and consider using local representatives who understand the regulatory landscape. -
What payment terms are typically offered by pharmaceutical manufacturers?
Payment terms can vary widely among pharmaceutical manufacturers, influenced by factors such as order size, payment history, and market conditions. Common terms may include upfront payments, partial payments upon order confirmation, or net 30/60 days after delivery. Some manufacturers might offer discounts for early payment or bulk orders. Discussing payment terms early in negotiations helps set clear expectations and can foster a trusting relationship between you and your supplier. -
What logistics considerations should I keep in mind when importing pharmaceuticals?
Logistics considerations for importing pharmaceuticals include understanding regulatory requirements, shipping methods, and customs clearance processes. Ensure that the manufacturer provides compliant labeling and documentation for customs. Choose a reliable freight forwarder experienced in handling pharmaceuticals to avoid delays. Consider temperature control during transit for sensitive products and ensure that you have appropriate storage facilities upon arrival to maintain product integrity. -
How can I customize pharmaceutical products to meet my specific needs?
Customizing pharmaceutical products involves collaborating closely with manufacturers to develop formulations that meet your specifications. Begin by clearly defining your requirements, such as active ingredients, dosage forms, and packaging preferences. Engage in discussions about formulation capabilities and any regulatory implications. Some manufacturers may require a minimum order for custom products, so be prepared to discuss MOQs. Regular communication throughout the development process is essential to ensure alignment and successful outcomes. -
What should I do if there are issues with product quality upon delivery?
If you encounter product quality issues upon delivery, immediately contact your supplier to report the problem. Document the discrepancies with photographs and detailed descriptions. Review your agreement to understand your rights regarding product returns or replacements. It’s crucial to maintain open communication to resolve the issue efficiently. Additionally, consider conducting a root cause analysis to prevent future occurrences and strengthen your quality assurance processes moving forward.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Strategic Sourcing Conclusion and Outlook for top 10 pharmaceutical manufacturers
As the pharmaceutical industry continues to evolve, strategic sourcing remains a critical component for international B2B buyers seeking to navigate this complex landscape. The top 10 pharmaceutical manufacturers, including Merck, Pfizer, and Johnson & Johnson, demonstrate robust financial performance driven by innovative product pipelines and expanding market shares. For buyers in regions like Africa, South America, the Middle East, and Europe, aligning with these industry leaders can provide access to cutting-edge therapies and reliable supply chains.
Key takeaways emphasize the importance of understanding each manufacturer’s strengths, such as Merck’s dominance in oncology and Pfizer’s resilience in diversifying its portfolio post-COVID. Buyers should prioritize partnerships that not only ensure product availability but also foster collaboration in research and development.
Looking ahead, the landscape will be shaped by patent expirations, emerging therapies, and potential mergers and acquisitions. Engaging with these top manufacturers can offer competitive advantages in a rapidly changing market. International buyers are encouraged to leverage strategic sourcing to enhance their procurement strategies and stay ahead in the pharmaceutical sector. Your proactive engagement today will pave the way for sustainable partnerships and growth opportunities tomorrow.