
Introduction: Navigating the Global Market for engine manufacturers in formula 1
In the fast-paced world of Formula 1, securing a competitive edge often hinges on one critical factor: the engine. As international B2B buyers navigate the complex market for engine manufacturers in Formula 1, the challenge of sourcing reliable and high-performance power units becomes paramount. This comprehensive guide serves as a vital resource for businesses from regions such as Africa, South America, the Middle East, and Europe, including key markets like Brazil and Germany.
Within these pages, we delve into the diverse landscape of engine manufacturers, exploring the types of engines available, their applications across various teams, and the intricacies of supplier vetting. We will also provide insights into cost considerations, ensuring that buyers can make informed decisions that align with their strategic objectives.
Whether you are a team manager seeking to enhance your competitive stance or a supplier aiming to understand the intricacies of this elite racing sector, this guide empowers you with actionable insights and comprehensive knowledge. By understanding the nuances of engine procurement in Formula 1, you can confidently navigate the global market, positioning your organization for success in this high-stakes arena.
Top 10 Engine Manufacturers In Formula 1 Manufacturers & Suppliers List
1. Formula 1 – Engine Manufacturers Overview
Domain: the-race.com
Registered: 2008 (17 years)
Introduction: In 2026, five engine manufacturers will provide power units for Formula 1: Audi, Ferrari, Mercedes, Honda, and Ford (in partnership with Red Bull Powertrains). The existing teams and their engine suppliers are as follows:
– Red Bull: Red Bull Powertrains (with Ford partnership)
– Mercedes: Mercedes-AMG High Performance Powertrains
– Ferrari: Ferrari (works team)
– McLaren: Mercedes (extended part…
2. General Motors – Formula 1 Power Unit Supplier
Domain: espn.com
Registered: 1994 (31 years)
Introduction: General Motors has been approved as an official power unit supplier for Formula 1 starting in the 2029 season. The engines will power the Cadillac F1 team, which will debut in 2026 using Ferrari engines for its first three seasons. The new power unit operation, TWG GM Performance Power Units LLC, is a collaboration between TWG Motorsports and General Motors, with a dedicated facility near Charlott…
Understanding engine manufacturers in formula 1 Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Works Teams | Manufacturers that develop engines solely for their own teams. | High-performance racing, R&D | Pros: Cutting-edge technology; Cons: Limited availability for external buyers. |
| Customer Teams | Teams that purchase engines from manufacturers for their cars. | Cost-effective solutions | Pros: Access to proven technology; Cons: Performance may vary based on partnerships. |
| In-House Engine Programs | Teams developing their own engines, often leveraging existing expertise. | Custom solutions, innovation | Pros: Tailored performance; Cons: High initial investment and risk. |
| Engine Supply Partnerships | Collaborations where manufacturers supply engines to multiple teams. | Scalability, shared technology | Pros: Economies of scale; Cons: Potential for supply chain issues. |
| Hybrid and Sustainable Engines | Engines designed with a focus on environmental sustainability. | Future-proofing, compliance | Pros: Alignment with global trends; Cons: May require additional investment in infrastructure. |
What Are Works Teams and Why Are They Significant for B2B Buyers?
Works teams, such as Ferrari and Mercedes, are manufacturers that create engines specifically for their own racing teams. This model allows for unparalleled integration between vehicle design and engine performance, resulting in highly competitive power units. For B2B buyers, engaging with works teams can provide insights into cutting-edge technologies and innovations, although the exclusivity of these engines limits availability for external purchases. Companies looking to invest in high-performance racing solutions should consider the advanced technology and expertise offered by works teams.
How Do Customer Teams Operate in Formula 1?
Customer teams, like McLaren and Williams, purchase engines from manufacturers to power their cars. This model allows teams to benefit from established engine technology without the high costs associated with developing their own. For B2B buyers, customer teams offer a cost-effective entry into Formula 1 technology, although performance can vary based on the quality of the partnership with the engine supplier. Buyers should weigh the benefits of proven technology against the potential limitations of relying on external sources.
What Are the Advantages of In-House Engine Programs?
In-house engine programs, such as Red Bull Powertrains, involve teams developing their own engines. This approach allows for customization and innovation tailored to specific racing needs. For B2B buyers, this can provide unique opportunities for collaboration and technology transfer. However, the investment required to establish such programs can be substantial, and the inherent risks of developing new technology must be considered. Companies looking for bespoke solutions may find in-house programs appealing despite the challenges.
How Do Engine Supply Partnerships Enhance Scalability?
Engine supply partnerships involve manufacturers providing engines to multiple teams, as seen with Mercedes engines powering several teams. This model creates economies of scale, allowing for reduced costs and shared advancements in technology. For B2B buyers, such partnerships can provide reliable access to high-quality engines, although potential supply chain issues could arise. Buyers should assess the stability and reputation of the engine supplier to mitigate risks associated with this model.
Why Are Hybrid and Sustainable Engines Important for Future B2B Investments?
Hybrid and sustainable engines are increasingly becoming a focal point in Formula 1, reflecting global trends toward environmental responsibility. These engines often incorporate advanced technologies aimed at reducing emissions while maintaining performance. For B2B buyers, investing in hybrid technology aligns with sustainability goals and regulatory compliance. However, the transition may require additional investment in infrastructure and training. Companies committed to future-proofing their operations should consider the long-term benefits of engaging with manufacturers focused on sustainable solutions.
Key Industrial Applications of engine manufacturers in formula 1
| Industry/Sector | Specific Application of engine manufacturers in formula 1 | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Automotive Engineering | Development of high-performance engines for sports cars | Enhanced performance and brand prestige | Engine specifications, performance data, and reliability metrics |
| Aerospace | Advanced engine technologies for aircraft propulsion | Improved fuel efficiency and reduced emissions | Compliance with aviation regulations and certification processes |
| Renewable Energy | Hybrid and electric propulsion systems | Sustainable technology development and reduced carbon footprint | Integration with existing systems and adaptability to regulations |
| Motorsport Technology | Engine design and testing for racing series | Cutting-edge technology and innovation transfer | Collaboration with engineering teams and access to testing facilities |
| Industrial Equipment | High-performance engines for heavy machinery | Increased operational efficiency and reduced downtime | Durability, service life, and maintenance support considerations |
How Do Engine Manufacturers in Formula 1 Benefit Automotive Engineering?
In the automotive engineering sector, Formula 1 engine manufacturers play a crucial role in developing high-performance engines for sports cars. This collaboration allows automotive companies to leverage cutting-edge technologies and innovations derived from F1, enhancing vehicle performance and brand prestige. International B2B buyers, especially in regions like Europe and South America, should consider engine specifications, performance data, and reliability metrics when sourcing engines, ensuring they align with their product goals and market expectations.
What Are the Applications of Formula 1 Engine Technology in Aerospace?
The aerospace industry increasingly looks to Formula 1 for advanced engine technologies applicable to aircraft propulsion systems. By integrating high-performance engine designs, aerospace companies can achieve improved fuel efficiency and reduced emissions, aligning with global sustainability goals. Buyers must navigate compliance with stringent aviation regulations and certification processes, which may require collaboration with F1 manufacturers to adapt technologies for aviation standards.
How Can Renewable Energy Benefit from Formula 1 Engine Innovations?
In the renewable energy sector, the hybrid and electric propulsion systems developed by Formula 1 engine manufacturers can significantly enhance sustainable technology initiatives. These systems can reduce carbon footprints while promoting energy efficiency. B2B buyers in this sector need to focus on how these systems can integrate with existing infrastructure and comply with local regulations, ensuring they meet performance and sustainability standards.
Why Is Motorsport Technology Relevant for Racing Series?
Motorsport technology applications, particularly in engine design and testing, are vital for various racing series beyond F1. Collaborating with F1 engine manufacturers allows teams to access cutting-edge technology and innovation, which can lead to performance gains. Key considerations for buyers include the ability to collaborate with engineering teams and access advanced testing facilities, which are essential for optimizing engine performance in competitive environments.
How Do Industrial Equipment Manufacturers Utilize F1 Engine Technology?
Industrial equipment manufacturers can benefit from the high-performance engines used in Formula 1 for their heavy machinery. These engines can lead to increased operational efficiency and reduced downtime, crucial for maintaining productivity. When sourcing these engines, buyers should prioritize durability, service life, and maintenance support, ensuring that the engines can withstand the demands of industrial applications while delivering consistent performance.
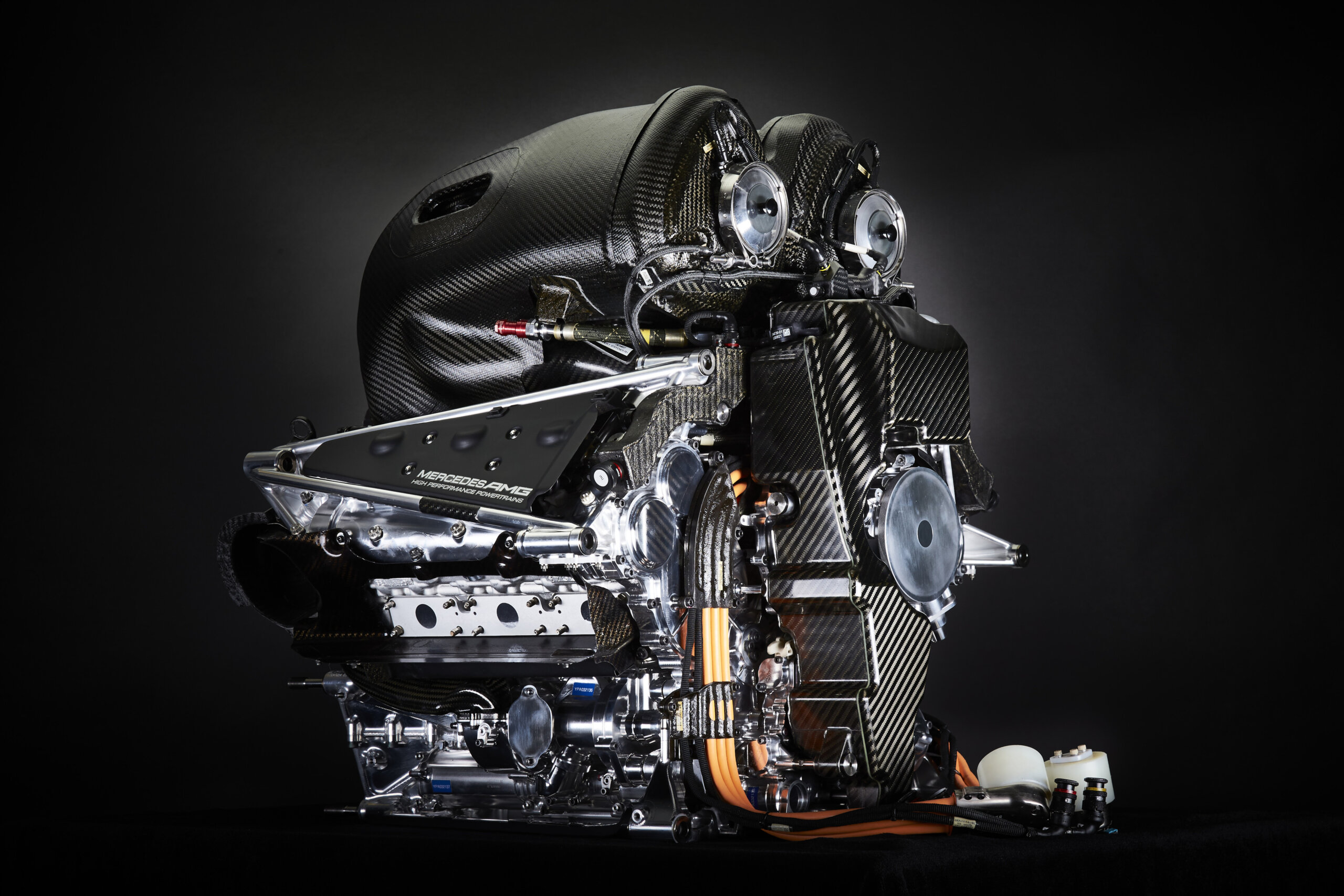
A stock image related to engine manufacturers in formula 1.
3 Common User Pain Points for ‘engine manufacturers in formula 1’ & Their Solutions
Scenario 1: Navigating Complex Supplier Relationships in Formula 1
The Problem: In the high-stakes environment of Formula 1, engine manufacturers often face complex relationships with both works teams and customer teams. A B2B buyer might struggle with ensuring that their team receives the same level of engine performance and support as the works team. This disparity can lead to significant performance gaps on the track, impacting not only race outcomes but also sponsorships and overall team reputation. Buyers may feel frustrated by the lack of transparency in the support and resources provided to customer teams, leaving them uncertain about their competitive edge.
The Solution: To address this issue, B2B buyers should prioritize establishing clear communication channels with engine manufacturers. It is essential to negotiate service level agreements (SLAs) that specify the level of support and resources to be provided, ensuring that customer teams receive comparable performance data, technical insights, and access to upgrades as the works teams. Engaging in regular performance reviews and feedback sessions can further enhance the relationship, allowing buyers to express concerns and receive timely solutions. By fostering a collaborative partnership, teams can optimize their engine performance and gain a competitive advantage on the track.
Scenario 2: Managing Technological Advancements and Regulatory Changes
The Problem: The rapid pace of technological advancements and frequent regulatory changes in Formula 1 can create significant challenges for B2B buyers of engine manufacturers. As teams strive to stay competitive, they may find it difficult to adapt to new engine specifications, hybrid technologies, and sustainability initiatives. This can lead to costly delays in development and racing, as well as potential penalties for non-compliance with regulations. Buyers may feel overwhelmed by the need to continuously update their technical knowledge and capabilities to keep up with these changes.
The Solution: To effectively manage this challenge, B2B buyers should invest in ongoing education and training for their technical teams. Collaborating with engine manufacturers to facilitate workshops, seminars, and knowledge-sharing sessions can be invaluable. Additionally, buyers should take an active role in monitoring regulatory updates and technological trends, leveraging insights from industry forums and publications. Forming strategic alliances with technology partners can also provide access to cutting-edge developments, ensuring teams remain compliant and competitive. By proactively embracing change, buyers can turn potential setbacks into opportunities for innovation.
Scenario 3: Ensuring Consistent Performance and Reliability
The Problem: A critical pain point for B2B buyers in Formula 1 is the need for consistent engine performance and reliability throughout a season. Engine failures or underperformance can severely impact race results, causing not only financial loss but also damage to the team’s reputation. Buyers may experience anxiety over the variability in engine performance, especially when relying on customer engines from manufacturers with different quality assurance processes. This inconsistency can hinder a team’s ability to strategize effectively during races.
The Solution: To mitigate this risk, B2B buyers should conduct thorough due diligence when selecting engine manufacturers. It is crucial to evaluate the manufacturer’s track record regarding engine reliability and performance across multiple seasons. Implementing a robust testing and validation process before the season begins can help identify potential issues early on. Buyers should also establish a continuous feedback loop with the manufacturer, sharing data from practice sessions and races to monitor performance trends. By fostering a culture of transparency and collaboration, buyers can work with manufacturers to refine engine designs, ensuring reliability and optimal performance throughout the racing season.
Strategic Material Selection Guide for engine manufacturers in formula 1
What Are the Key Materials Used by Engine Manufacturers in Formula 1?
Engine manufacturers in Formula 1 face unique challenges that require the selection of advanced materials capable of withstanding extreme conditions. The materials chosen not only influence performance but also affect durability, manufacturing complexity, and compliance with international standards. Below, we analyze four common materials used in the production of F1 engines, focusing on their properties, advantages, disadvantages, and considerations for international B2B buyers.
How Do Aluminum Alloys Benefit Engine Manufacturers in Formula 1?
Aluminum alloys are widely used in F1 engine components due to their excellent strength-to-weight ratio and good thermal conductivity. They typically exhibit a temperature rating up to 300°C and provide decent corrosion resistance, making them suitable for various engine parts, including cylinder heads and engine blocks.
Pros: Aluminum alloys are lightweight, which enhances vehicle performance by reducing overall weight. They are also relatively easy to machine and can be produced at a lower cost compared to other materials.
Cons: However, they may not withstand extremely high temperatures and pressures as effectively as other materials like titanium or certain steel alloys. Additionally, they can be prone to fatigue over extended use.
Impact on Application: Aluminum alloys are compatible with various engine media, including oil and coolant, but care must be taken to avoid galvanic corrosion when combined with dissimilar metals.
Considerations for International Buyers: Buyers from regions like Europe and South America should ensure compliance with standards such as ASTM and DIN, which govern the quality and performance of aluminum alloys in automotive applications.
What Role Does Titanium Play in F1 Engine Manufacturing?
Titanium is another material of choice for high-performance components in F1 engines, particularly in exhaust systems and connecting rods. It boasts a high-temperature rating, often exceeding 600°C, and is highly resistant to corrosion, making it ideal for parts exposed to extreme conditions.
Pros: The primary advantage of titanium is its exceptional strength-to-weight ratio, which allows for lighter components without sacrificing strength. This is crucial for performance in high-speed racing.
Cons: The main drawback is its high cost and complexity in manufacturing, as titanium requires specialized machining techniques. This can lead to increased production costs and longer lead times.
Impact on Application: Titanium’s compatibility with high-temperature exhaust gases makes it suitable for exhaust systems, but its brittleness can be a concern in certain applications.
Considerations for International Buyers: Buyers need to be aware of the specific titanium grades and their compliance with international standards, particularly in regions like the Middle East, where high-performance materials are essential.
How Do Steel Alloys Contribute to Engine Durability?
Steel alloys are commonly used in F1 engines for components that require high strength and durability, such as crankshafts and gears. They typically have a temperature rating of around 400°C and offer excellent fatigue resistance.
Pros: Steel alloys are known for their durability and strength, making them ideal for high-stress applications. They can also be heat-treated to enhance performance characteristics.
Cons: On the downside, steel is heavier than aluminum and titanium, which can impact overall vehicle weight. Additionally, some steel alloys may be prone to corrosion if not properly treated.
Impact on Application: Steel alloys are compatible with various media, including oil and fuel, but require protective coatings to prevent corrosion in harsh environments.
Considerations for International Buyers: Compliance with standards such as JIS and ASTM is crucial for ensuring the quality of steel components, especially for buyers in Africa and Europe.
What Advantages Do Composite Materials Offer in Engine Design?
Composite materials, particularly carbon fiber, are increasingly being utilized in F1 engine design for components like intake manifolds and structural elements. They provide excellent strength and stiffness while being lightweight.
Pros: The primary advantage of composites is their ability to reduce weight significantly while maintaining structural integrity. This is crucial for enhancing performance and efficiency in racing.
Cons: However, composites can be expensive and may require specialized manufacturing processes. They also have limitations in high-temperature applications compared to metals.
Impact on Application: Composite materials are generally compatible with engine oils and fuels, but their performance can degrade under extreme heat.
Considerations for International Buyers: Buyers should consider the specific composite materials and their certifications, ensuring they meet international standards for safety and performance.
Summary Table of Key Materials for Engine Manufacturers in Formula 1
| Material | Typical Use Case for engine manufacturers in formula 1 | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Aluminum Alloys | Cylinder heads, engine blocks | Lightweight and good thermal conductivity | Limited high-temperature performance | Medium |
| Titanium | Exhaust systems, connecting rods | Exceptional strength-to-weight ratio | High cost and manufacturing complexity | High |
| Steel Alloys | Crankshafts, gears | Durability and strength | Heavier than aluminum, corrosion risk | Medium |
| Composite Materials | Intake manifolds, structural components | Significant weight reduction | Expensive, limited high-temperature performance | High |
This guide provides valuable insights for B2B buyers in the automotive sector, particularly those involved in Formula 1 engine manufacturing. Understanding the properties and applications of these materials can aid in making informed purchasing decisions that align with performance and compliance standards.
A stock image related to engine manufacturers in formula 1.
In-depth Look: Manufacturing Processes and Quality Assurance for engine manufacturers in formula 1
What Are the Main Stages in the Manufacturing Process for Formula 1 Engines?
The manufacturing process for Formula 1 engines is a complex and highly specialized endeavor, requiring precision and expertise at every stage. The main stages of this process include material preparation, forming, assembly, and finishing. Each phase is critical to ensuring that the engine performs at the highest level, providing the necessary power and reliability for competitive racing.
Material Preparation
The first step involves sourcing high-quality materials, often from specialized suppliers. Materials used in F1 engines include lightweight alloys, carbon composites, and advanced ceramics. These materials are meticulously inspected for quality and consistency before being accepted into the manufacturing process. This stage may involve cutting, machining, or heat-treating materials to meet specific design requirements.
Forming
Once materials are prepared, they undergo various forming processes. Techniques such as casting, forging, and machining are commonly employed. For instance, engine blocks may be cast from aluminum alloys, while critical components like crankshafts are typically forged for enhanced strength and durability. Advanced CNC (Computer Numerical Control) machines ensure that all parts are manufactured to exact specifications, reducing the risk of defects.
Assembly
The assembly phase is where all individual components come together to form the complete engine. This stage requires skilled technicians who use specialized tools and techniques to ensure precise alignment and fit. The assembly process may also involve the integration of advanced electronics and sensors, which are critical for engine performance monitoring during races.
Finishing
The final stage of manufacturing includes surface finishing and coating processes. Techniques such as anodizing, shot peening, and surface hardening are used to enhance the durability and performance of engine components. This stage also includes final inspections to ensure that each engine meets the stringent performance and reliability standards set by Formula 1 regulations.
How Do Quality Assurance Practices Ensure Engine Reliability in Formula 1?
Quality assurance (QA) is paramount in the production of Formula 1 engines, as even minor defects can lead to catastrophic failures during races. Engine manufacturers adhere to both international and industry-specific quality standards to maintain high levels of performance and reliability.
International Standards and Industry-Specific Certifications
Many engine manufacturers are certified under ISO 9001, a global standard for quality management systems. This certification ensures that organizations consistently meet customer and regulatory requirements. In addition to ISO standards, engine manufacturers may also pursue industry-specific certifications, such as CE marking for compliance with European safety standards or API certification for oil and gas applications. These certifications demonstrate a commitment to quality and regulatory compliance, providing assurance to B2B buyers.
Quality Control Checkpoints
To maintain quality throughout the manufacturing process, various quality control checkpoints are established, including Incoming Quality Control (IQC), In-Process Quality Control (IPQC), and Final Quality Control (FQC).
– IQC involves inspecting materials and components upon arrival at the manufacturing facility. This ensures that only materials meeting specified standards are used in production.
– IPQC focuses on monitoring the manufacturing process itself, with technicians conducting regular checks to identify and rectify any deviations from quality standards.
– FQC takes place at the end of the manufacturing process, where the final assembled engine undergoes rigorous testing to ensure it meets performance specifications.
What Common Testing Methods Are Used in F1 Engine Quality Assurance?
Testing is a critical aspect of the quality assurance process for Formula 1 engines. Various methods are employed to assess engine performance, durability, and reliability.
Dynamometer Testing
Dynamometer testing is one of the most common methods used to evaluate engine performance. This involves running the engine on a dynamometer to measure power output, torque, and fuel efficiency under controlled conditions. This testing provides valuable data that helps engineers fine-tune engine performance.
Vibration Analysis
Vibration analysis is employed to detect any potential issues with engine components. By monitoring vibrations during operation, manufacturers can identify imbalances or misalignments that could lead to premature wear or failure.
Thermal Imaging
Thermal imaging technology is used to monitor engine temperatures during testing. This helps identify hot spots that may indicate cooling inefficiencies or potential failures, allowing manufacturers to make necessary adjustments before the engine is put into service.
How Can B2B Buyers Verify the Quality Control of Engine Manufacturers?
For B2B buyers, ensuring that engine manufacturers meet high-quality standards is crucial. There are several ways to verify the quality control processes of potential suppliers.
Conducting Audits
One effective method is to conduct supplier audits. These audits provide an in-depth look at the manufacturing and quality assurance processes in place. Buyers can assess compliance with international standards, review documentation, and evaluate the effectiveness of quality control measures firsthand.
Reviewing Quality Reports
Manufacturers should provide regular quality reports detailing their performance against established metrics. Buyers should request these reports to gain insights into the supplier’s reliability and quality trends over time. This documentation serves as a critical tool for assessing ongoing quality assurance efforts.
Engaging Third-Party Inspectors
Another strategy is to engage third-party inspection services. These independent organizations can conduct thorough evaluations of the manufacturing processes and quality control systems in place, providing an unbiased assessment of the supplier’s capabilities.
What Are the Quality Control and Certification Nuances for International B2B Buyers?
When sourcing engines from international manufacturers, B2B buyers, particularly those from regions like Africa, South America, the Middle East, and Europe, should be aware of specific quality control and certification nuances.
Regulatory Compliance
Different countries have varying regulations regarding engine manufacturing and emissions. Buyers must ensure that their suppliers comply with local regulations, which may differ significantly from those in their home countries. This is particularly important for manufacturers looking to enter markets with stringent environmental standards.
Cultural and Communication Considerations
Cultural differences can impact quality assurance practices. Buyers should be prepared to navigate language barriers and differing business practices when engaging with international suppliers. Clear communication regarding quality expectations and standards is essential to avoid misunderstandings that could affect product quality.
Understanding Supply Chain Risks
International sourcing can introduce additional risks, such as supply chain disruptions and logistical challenges. Buyers should evaluate the supplier’s ability to manage these risks effectively, including contingency plans for potential quality issues arising from supply chain challenges.
In conclusion, understanding the manufacturing processes and quality assurance measures of engine manufacturers in Formula 1 is vital for B2B buyers. By focusing on these aspects, buyers can make informed decisions when sourcing engines, ensuring that they partner with suppliers committed to excellence and reliability.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘engine manufacturers in formula 1’
This guide serves as a practical sourcing checklist for B2B buyers looking to procure engines from manufacturers involved in Formula 1. Given the high stakes and technological advancements in this competitive field, following a structured approach can ensure you make informed decisions that align with your team’s performance goals.
Step 1: Define Your Technical Specifications
Establishing clear technical specifications is critical to finding the right engine manufacturer. Consider factors such as power output, weight, size, and compatibility with your chassis. Additionally, think about the specific performance attributes necessary for your racing strategy, including fuel efficiency and reliability.
Step 2: Research Engine Manufacturers
Conduct thorough research on the current engine manufacturers in Formula 1, such as Mercedes, Ferrari, Honda, and Renault. Each manufacturer has a unique history, technological edge, and performance record. Look for detailed insights on their engine performance in recent seasons, customer partnerships, and any upcoming innovations that may influence your decision.
Step 3: Evaluate Potential Suppliers
Before committing, it’s crucial to vet suppliers thoroughly. Request company profiles, case studies, and references from buyers in a similar industry or region. Focus on their track record in delivering competitive engines and their ability to support customer teams effectively.
- Check for Industry Experience: Look for manufacturers with a proven history in Formula 1 or other motorsport categories.
- Assess Technical Support: Ensure they offer ongoing technical support and expertise to help you optimize engine performance.
Step 4: Verify Compliance with Regulations
Familiarize yourself with the FIA regulations governing engine specifications and performance. Ensure that the manufacturer complies with these standards to avoid potential disqualifications or penalties during races. This step is essential for maintaining integrity and competitiveness in the sport.
Step 5: Assess Cost-Effectiveness and Financial Terms
Analyze the pricing structure and financial terms offered by each potential supplier. Consider not just the upfront costs but also the long-term value, including warranties, maintenance costs, and any additional fees for technical support or spare parts. A comprehensive cost analysis will help you avoid hidden expenses.
Step 6: Negotiate Contracts Carefully
Once you identify a suitable supplier, proceed to negotiate the contract. Pay attention to terms regarding performance guarantees, delivery timelines, and support services. Clear agreements on these points can mitigate risks and ensure that both parties are aligned on expectations.
Step 7: Plan for Future Developments
Consider the manufacturer’s roadmap for future engine developments, especially with upcoming regulatory changes in 2026. Understanding their innovation strategy will help you evaluate their long-term viability as a partner. Engage in discussions about how they plan to stay competitive and what advancements you can expect.
By following this structured checklist, B2B buyers can navigate the complexities of sourcing engines from Formula 1 manufacturers, ensuring they choose a partner that aligns with their technical needs and business objectives.
Comprehensive Cost and Pricing Analysis for engine manufacturers in formula 1 Sourcing
What Are the Key Cost Components in Sourcing F1 Engines?
When engaging in the procurement of Formula 1 engines, buyers must understand the intricate cost structure associated with these high-performance power units. The primary cost components include:
-
Materials: Premium materials such as lightweight alloys, advanced composites, and specialized lubricants are essential for performance. The sourcing of these materials from reliable suppliers can significantly affect pricing.
-
Labor: Skilled labor is crucial for the precision manufacturing of F1 engines. Labor costs can vary based on geographic location, expertise level, and the need for specialized training.
-
Manufacturing Overhead: This includes the costs associated with facilities, equipment maintenance, and utilities. Given the high-tech nature of F1 engine production, overhead can be substantial.
-
Tooling: Custom tooling and molds required for producing specific engine components can represent a significant upfront investment, especially for bespoke designs.
-
Quality Control (QC): Stringent QC processes ensure that engines meet the high standards of performance and reliability expected in F1. The cost of testing and certification can add to the overall expense.
-
Logistics: Efficient logistics are vital for timely delivery, especially given the global nature of F1 racing. Transportation and warehousing costs must be factored into the total procurement budget.
-
Margin: Manufacturers typically apply a margin to cover risks and ensure profitability, which can vary based on competition and market demand.
How Do Price Influencers Impact F1 Engine Costs?
Several factors can influence the pricing of Formula 1 engines, making it crucial for buyers to be aware of these nuances:
-
Volume/MOQ: Minimum order quantities (MOQ) can vary by manufacturer. Larger orders may lead to discounts, but they require careful forecasting of demand.
-
Specifications and Customization: Custom-engineered engines tailored to specific team requirements can significantly affect pricing. Teams must balance the need for unique specifications against their budgets.
-
Materials: The choice of materials can impact not only the cost but also the performance characteristics of the engine. High-performance materials often come with a premium price tag.
-
Quality and Certifications: Engines that meet specific FIA certifications or quality standards may come at a higher cost due to the rigorous testing and validation processes involved.
-
Supplier Factors: The reputation and reliability of the engine manufacturer can influence pricing. Established manufacturers with a history of success may command higher prices due to their proven track record.
-
Incoterms: Understanding shipping terms and responsibilities can lead to cost savings. For instance, using DDP (Delivered Duty Paid) can simplify logistics but may increase initial costs.
What Are Effective Buyer Tips for Sourcing F1 Engines?
For international B2B buyers, particularly in regions like Africa, South America, the Middle East, and Europe, navigating the procurement of F1 engines requires strategic approaches:
-
Negotiation: Engage in transparent discussions with manufacturers to negotiate better terms. Leveraging knowledge of market trends can provide leverage in discussions.
-
Cost-Efficiency: Focus on the total cost of ownership rather than just the upfront price. Consider long-term reliability and performance, which can lead to lower operational costs.
-
Pricing Nuances: Be aware of fluctuating material costs and their impact on pricing. Establish relationships with multiple suppliers to mitigate risks associated with price volatility.
-
International Considerations: Understand the implications of currency fluctuations and import duties, which can affect the overall cost when sourcing from different regions.
Conclusion
While the procurement of F1 engines entails significant investment, understanding the cost structure and pricing influencers can empower buyers to make informed decisions. By leveraging strategic negotiation and focusing on total cost considerations, international B2B buyers can navigate the complexities of sourcing these sophisticated power units more effectively. Always remember that the indicative prices can vary widely based on the aforementioned factors, and thorough due diligence is essential for successful procurement.
Alternatives Analysis: Comparing engine manufacturers in formula 1 With Other Solutions
Exploring Alternatives to Engine Manufacturers in Formula 1
In the competitive landscape of Formula 1, engine manufacturers play a pivotal role in determining a team’s performance and success. However, there are alternative solutions and technologies that can achieve similar goals in motorsport and automotive applications. This section will compare the traditional F1 engine manufacturers with two viable alternatives: hybrid powertrains and fully electric powertrains. Understanding the nuances of these options can assist B2B buyers in making informed decisions.
Comparison Table
| Comparison Aspect | Engine Manufacturers In Formula 1 | Hybrid Powertrains | Fully Electric Powertrains |
|---|---|---|---|
| Performance | High performance, optimized for speed and power delivery | Good balance of power and efficiency | Instant torque and high efficiency, but limited range |
| Cost | High initial investment and ongoing R&D costs | Moderate; can utilize existing infrastructure | High initial setup costs, but lower long-term operating costs |
| Ease of Implementation | Complex integration with chassis; requires specialized knowledge | Easier for teams with existing combustion engine setups | Requires significant redesign of vehicle architecture |
| Maintenance | Requires specialized teams for tuning and repairs | Generally lower maintenance but depends on battery technology | Minimal mechanical wear; battery maintenance needed |
| Best Use Case | Optimal for traditional racing formats with high-speed circuits | Suitable for endurance racing or series focusing on sustainability | Best for urban mobility and series focused on zero-emission racing |
Detailed Breakdown of Alternatives
Hybrid Powertrains
Hybrid powertrains combine internal combustion engines with electric motors, providing a versatile solution that balances performance with fuel efficiency. They allow for regenerative braking, which enhances energy recovery and reduces waste. The main advantage of hybrid systems is their ability to use existing infrastructure and parts from traditional engine setups, making them easier to implement for teams transitioning from conventional engines. However, the complexity of tuning both systems can require specialized knowledge, and the performance can vary based on the balance of electric and combustion power.
Fully Electric Powertrains
Fully electric powertrains are gaining traction in various motorsport disciplines due to their zero-emission capabilities and instant torque delivery. They provide a unique driving experience characterized by smooth acceleration and lower operational costs over time. However, their implementation requires significant redesign of vehicle architecture and may face limitations in range and charging infrastructure, especially in traditional racing formats. While they are ideal for urban applications and series that prioritize sustainability, their performance in high-speed racing environments is still being evaluated.
Conclusion
Choosing the right power unit or technology for a Formula 1 team involves a careful analysis of performance, cost, ease of implementation, maintenance, and specific use cases. While traditional engine manufacturers offer unparalleled performance and a rich history in racing, alternatives like hybrid and fully electric powertrains present viable options, especially as the industry shifts towards sustainability. B2B buyers should consider their long-term goals, budget constraints, and the specific requirements of their racing or automotive applications when selecting the most appropriate solution. By aligning these factors with the capabilities of each option, teams can strategically position themselves for success in an evolving motorsport landscape.
Essential Technical Properties and Trade Terminology for engine manufacturers in formula 1
What Are the Key Technical Properties for Engine Manufacturers in Formula 1?
In the high-stakes environment of Formula 1, engine manufacturers must focus on several critical technical properties to ensure their power units deliver optimal performance. Here are some key specifications that B2B buyers should understand:
-
Material Grade
The choice of materials in F1 engines is paramount. Common materials include lightweight alloys and composites that enhance performance while minimizing weight. The material grade affects the engine’s durability, heat resistance, and overall efficiency. For manufacturers, selecting the right material can lead to significant competitive advantages. -
Tolerance Levels
Precision in manufacturing is crucial, and tolerance levels dictate how much variation is acceptable in engine components. Tight tolerances (e.g., ±0.01mm) are often required for critical parts like pistons and valves. Inadequate tolerances can lead to performance inconsistencies or mechanical failures. Understanding and specifying tolerances ensures that components fit seamlessly, enhancing reliability during races. -
Power Output
Measured in horsepower (HP) or kilowatts (kW), power output is a primary metric for evaluating an engine’s performance. Buyers must consider the engine’s power-to-weight ratio, as it directly influences acceleration and speed. Manufacturers often engage in rigorous testing to optimize power output while maintaining compliance with FIA regulations. -
Thermal Efficiency
This refers to how well an engine converts fuel into usable energy while managing heat. High thermal efficiency not only improves performance but also reduces fuel consumption, a critical factor in race strategy. Buyers should look for engines that incorporate advanced cooling systems and thermal management technologies to maximize efficiency. -
Weight Distribution
The weight of the engine and its distribution within the chassis can significantly affect a car’s handling and stability. Manufacturers must design engines that optimize weight distribution for better balance and cornering performance. Understanding this property is essential for teams looking to enhance their vehicle dynamics.
What Are the Common Trade Terms Used in the F1 Engine Manufacturing Industry?
Familiarity with industry terminology can help B2B buyers navigate the complex world of Formula 1 engine procurement. Here are some essential terms:
-
OEM (Original Equipment Manufacturer)
An OEM refers to a company that produces parts or equipment that may be marketed by another manufacturer. In F1, this term often applies to engine manufacturers who supply power units to various teams. Understanding OEM relationships can help buyers identify the reliability and reputation of engine suppliers. -
MOQ (Minimum Order Quantity)
MOQ is the smallest amount of a product that a supplier is willing to sell. In the context of F1, this can refer to the minimum number of engines or components a team must order from a manufacturer. Knowing the MOQ helps teams budget effectively and plan their procurement strategies. -
RFQ (Request for Quotation)
An RFQ is a formal process in which buyers solicit price quotes from suppliers for specific products or services. In the competitive landscape of F1, issuing an RFQ allows teams to compare pricing and terms from multiple engine manufacturers, ensuring they receive the best value. -
Incoterms (International Commercial Terms)
Incoterms are a set of predefined commercial terms that clarify the responsibilities of buyers and sellers in international transactions. These terms help define who bears the risk and costs associated with shipping, insurance, and customs. Understanding Incoterms is vital for teams sourcing components globally, ensuring clarity in contracts and negotiations. -
Lead Time
Lead time refers to the time taken from placing an order to the delivery of the product. In F1, where timing can be critical, understanding lead times is essential for teams planning their component purchases and ensuring they have the necessary parts ready before races. -
Prototyping
This term describes the process of creating an early model of a product to test its feasibility and performance. In the context of F1, prototyping is crucial for engine manufacturers to validate designs and make necessary adjustments before full-scale production. Teams benefit from suppliers who can rapidly prototype and iterate designs to meet evolving performance criteria.
These technical properties and trade terms serve as a foundational understanding for B2B buyers in the Formula 1 engine manufacturing sector, enabling informed decision-making and strategic partnerships.
Navigating Market Dynamics and Sourcing Trends in the engine manufacturers in formula 1 Sector
What Are the Key Market Dynamics and Trends Influencing Engine Manufacturers in Formula 1?
The global landscape for engine manufacturers in Formula 1 is rapidly evolving, driven by technological advancements and regulatory changes. A significant trend is the shift towards hybrid power units, which combine internal combustion engines with electric propulsion. This transition is not merely a response to consumer demand for more sustainable practices but is also mandated by the FIA to ensure competitive balance and environmental responsibility. For international B2B buyers, particularly those from regions like Africa, South America, the Middle East, and Europe, the choice of engine supplier is critical for aligning with these trends.
Emerging technologies such as advanced data analytics, artificial intelligence, and machine learning are increasingly being integrated into engine design and performance monitoring. These innovations offer significant advantages in optimizing engine efficiency and reliability, making them essential considerations for teams looking to maintain a competitive edge. Additionally, the growing emphasis on digital twins and simulation technologies allows manufacturers to test and refine their engines in virtual environments, reducing development costs and time-to-market.
Furthermore, the competitive landscape is shifting as new players enter the field, with manufacturers like Audi and Ford entering the fray for the 2026 regulations. This influx of competition may lead to more favorable terms for B2B buyers, as manufacturers strive to secure contracts with teams looking for performance and reliability.
How Are Sustainability and Ethical Sourcing Reshaping the Engine Manufacturing Sector in Formula 1?
Sustainability has become a cornerstone of the engine manufacturing sector in Formula 1, reflecting broader global concerns about climate change and resource depletion. As engine manufacturers strive to reduce their environmental impact, they are increasingly adopting sustainable practices throughout their supply chains. This includes sourcing materials that are not only high-performance but also environmentally friendly.
The importance of ethical sourcing cannot be overstated, especially for international buyers who are increasingly scrutinizing the supply chains of their partners. Manufacturers are being compelled to provide transparency regarding their sourcing practices, ensuring that materials are obtained responsibly. Certifications such as ISO 14001 for environmental management and other ‘green’ certifications are becoming essential for manufacturers looking to prove their commitment to sustainability.
The integration of recycled materials into engine production is another trend gaining traction. These materials not only reduce waste but also align with the growing demand for sustainable practices from consumers and stakeholders alike. B2B buyers who prioritize sustainability can leverage these trends to enhance their brand reputation and meet regulatory requirements while also benefiting from cost savings associated with efficient resource use.
What Is the Evolution of Engine Manufacturing in Formula 1 and Its Implications for B2B Buyers?
The evolution of engine manufacturing in Formula 1 has been marked by significant technological advancements and regulatory shifts. From the early days of naturally aspirated engines to the current era of hybrid power units, the focus has shifted towards performance efficiency and sustainability. The introduction of turbocharging in the 1970s and the subsequent return of hybrid technology in the 2010s have dramatically altered the competitive landscape.
This historical context is crucial for B2B buyers as it highlights the importance of aligning with manufacturers who not only understand these changes but also anticipate future trends. As the sport moves towards even stricter regulations for 2026, including the introduction of sustainable fuels, buyers must consider how well potential partners can adapt to these changes.
Understanding the trajectory of engine technology in Formula 1 will enable buyers to make informed decisions, ensuring they partner with manufacturers capable of delivering competitive and sustainable solutions. This foresight can ultimately drive better performance on the track, translating into a more robust return on investment for teams and their sponsors.
Frequently Asked Questions (FAQs) for B2B Buyers of engine manufacturers in formula 1
-
How do I assess the reliability of an F1 engine manufacturer?
To evaluate the reliability of an F1 engine manufacturer, consider their historical performance and reputation in the industry. Look for manufacturers with a proven track record of success in Formula 1, including titles won and partnerships with competitive teams. Additionally, review customer testimonials and case studies to gauge satisfaction and support levels. Engaging with the manufacturer directly to inquire about their quality assurance processes and testing methodologies can also provide valuable insights into their reliability. -
What is the best engine manufacturer for a new F1 team?
Choosing the best engine manufacturer for a new F1 team depends on several factors, including budget, technical support, and performance history. Mercedes and Ferrari are renowned for their high-performance engines and extensive experience, making them excellent choices for teams aiming for competitiveness. Alternatively, Red Bull Powertrains and Honda offer innovative solutions and solid partnerships. Assess your team’s specific needs, including compatibility and ongoing support, to determine the most suitable option. -
What are the key factors to consider when vetting an F1 engine supplier?
When vetting an F1 engine supplier, focus on their experience in the sport, technological capabilities, and customer support. Evaluate their production capacity and ability to meet your team’s specific performance requirements. It’s also crucial to assess their willingness to collaborate on technical developments and provide timely support during races. Financial stability and a clear understanding of international trade regulations can also impact your decision, especially for buyers from diverse regions like Africa and South America. -
What are typical minimum order quantities (MOQ) for F1 engines?
Minimum order quantities for F1 engines can vary significantly based on the manufacturer and your team’s needs. Typically, engine manufacturers may require a commitment for multiple units, often linked to a season’s supply. It’s advisable to discuss specific requirements with potential suppliers to negotiate terms that align with your budget and operational capacity. In many cases, long-term partnerships can lead to more favorable MOQ arrangements. -
What payment terms should I expect when sourcing F1 engines?
Payment terms for sourcing F1 engines can differ based on the manufacturer and the complexity of the deal. Common practices include upfront payments, milestones based on delivery schedules, and final payments upon acceptance testing. For international transactions, consider factors like currency fluctuations and applicable tariffs. It’s crucial to establish clear payment terms in the contract to avoid misunderstandings and ensure a smooth procurement process. -
How can I ensure quality assurance in F1 engine procurement?
To ensure quality assurance in your F1 engine procurement, request detailed documentation from the manufacturer outlining their quality control processes. This should include information on testing protocols, certification standards, and compliance with FIA regulations. Conducting site visits and audits can also provide insight into the manufacturer’s production capabilities. Additionally, consider negotiating warranty agreements that cover performance benchmarks and any necessary repairs or replacements. -
What logistical considerations are important when sourcing F1 engines internationally?
When sourcing F1 engines internationally, consider logistical factors such as shipping methods, customs regulations, and delivery timelines. Ensure that the manufacturer can provide reliable shipping arrangements that meet your schedule. Familiarize yourself with import/export regulations in your country to avoid unexpected delays or costs. Collaborating with a logistics partner experienced in handling high-value automotive parts can streamline the process and mitigate risks associated with international trade. -
How do technological advancements affect engine performance in Formula 1?
Technological advancements play a crucial role in enhancing engine performance in Formula 1. Innovations such as hybrid power units, advanced aerodynamics, and real-time telemetry systems contribute to improved efficiency and speed. When sourcing engines, inquire about the manufacturer’s investment in research and development and their approach to integrating cutting-edge technologies. Understanding how these advancements impact performance can help you make informed decisions that align with your team’s competitive goals.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Strategic Sourcing Conclusion and Outlook for engine manufacturers in formula 1
As Formula 1 continues to evolve, the strategic sourcing of engine manufacturers has become a critical component for teams seeking competitive advantage. The current landscape, marked by partnerships between established manufacturers like Mercedes, Ferrari, and Honda, alongside emerging players like Red Bull Powertrains and Audi, presents a unique opportunity for international B2B buyers. Understanding the nuances of these partnerships can drive informed decisions, ensuring that teams secure the most reliable and high-performing power units.
Strategic sourcing not only enhances team performance on the track but also fosters innovation and collaboration within the industry. For buyers in regions such as Africa, South America, the Middle East, and Europe, leveraging these insights can lead to fruitful engagements with engine manufacturers. As we look toward the future, particularly the 2026 regulations that will introduce new players and technologies, there is immense potential for growth and development in the F1 ecosystem.
Engage proactively with engine manufacturers to explore partnerships that align with your strategic goals. The upcoming changes in F1 provide a perfect backdrop to invest in cutting-edge technology and ensure your team remains at the forefront of this exhilarating sport.